

MANUTENZIONE & ASSET INTEGRITY TIMGlobal Media Srl Con Socio Unico –POSTE ITALIANE SPA –SPED. ABB. POSTALE 70% LO/MI ORGANO UFFICIALE DI: 14 ARTICOLO TECNICO Digital Twin negli impianti Industriali, integrazione vincente 24 ARTICOLO TECNICO Drone in a box, l’innovazione tecnologica vola alto ANNO XXXI - N.4 APRILE 2024 11 Italian Maintenance Manager Award: Giuseppe Cavalleri














HydroCOM Sistema di Regolazione in Continuo della Capacità
Capacità di controllo precisa ed estremamente accurata – con straordinario risparmio energetico, affidabilità di processo e riduzione delle emissioni
Un sistema di regolazione in continuo della capacità del compressore è veramente efficiente solo quando è in grado di allineare istantaneamente la portata del vostro compressore alternativo alle richieste del processo.
I sistemi convenzionali di controllo della portata sono spesso imprecisi e permettono solo approssimativamente l’allineamento del compressore con quanto necessario all’impianto. Nei processi con un elevato impatto sui costi operativi le piccole differenze di regolazione fanno una grande differenza. Per adattare esattamente la capacità alla domanda, la vera soluzione è un sistema di controllo in continuo, reattivo, preciso e efficiente della portata come HydroCOM di HOERBIGER.
Il sistema controlla la portata completamente in automatico e abbina in modo efficiente la capacità del compressore alternativo al processo, traducendosi in un eccezionale risparmio di energia con la riduzione dei costi operativi.
Principio di Funzionamento
Il controllo dell’inversione del flusso attraverso gli attuatori istallati sulle valvole aspiranti, consente al sistema HydroCOM di avere un eccezionale range di controllo in continuo: da (0...)10* ... 100 %. (*dipende dall'applicazione)
Veloce e preciso. Garantisce variazioni di carico in soli tre giri dell’albero motore
HydroCOM consente il controllo automatico in continuo, grazie alla sua interfaccia (CIU) con il sistema di controllo di processo di impianto (DCS/ PLC).
Il monitoraggio integrato della temperatura dei coperchi della valvola di aspirazione consente di comprendere le condizioni del compressore, come per esempio la perdita attraverso le valvole.
Il design modulare di HydroCOM si integra facilmente e velocemente sia nei compressori già esistenti che nelle nuove installazioni. Le logiche di controllo sono implementate in un PLC/DCS o in un controllore di processo. Dalla sala tecnica la HydroCOM "Compressor Interface Unit" (CIU) effettua scambio di dati tra DCS/PLC e gli attuatori HydroCOM gestendo l’apertura e la chiusura delle valvole aspiranti.
Vantaggi immediati
Minori costi di investimento e manutenzioni per compressori multistadio. Incremento dell’e cienza e riduzione delle emissioni (“carbon footprint“)
Riduzione dei costi energetici e delle emissioni in atmosfera
Maggiore a dabilità, e cienza e riduzione al minimo del rischio di fermate inaspettate non pianificate
Integrazione facile e completa nel controllo di sistema con implementazione semplice per i compressori esistenti
Grande esperienza su tutti i processi, impianti e compressori alternativi grazie alle oltre 1600 istallazioni marcianti dal 1998.
HOERBIGER ITALIANA S.p.A.
Compression Technology
Via dell‘Elettronica 8
I - 37139 Verona, Italia
Tel: +39 045 8510151
www.hoerbiger.com
p
C
Gas in mandata compressore TDC BDC
V A B D Energia risparmiata rispetto al controllo con valvola di riciclo
Orhan Erenberk, Presidente
Cristian Son, Amministratore Delegato
Filippo De Carlo, Direttore Responsabile REDAZIONE
Marco Marangoni, Direttore Editoriale m.marangoni@tim-europe.com
Paola Capitanio, Redazione p.capitanio@tim-europe.com
COMITATO TECNICO – SCIENTIFICO
Bruno Sasso, Coordinatore
Giuseppe Adriani, Federico Adrodegari, Andrea Bottazzi, Fabio Calzavara, Antonio Caputo, Damiana Chinese, Francesco Facchini, Marco Frosolini, Marco Macchi, Marcello Moresco, Vittorio Pavone, Antonella Petrillo, Marcello Pintus, Maurizio Ricci
Aree Tematiche di riferimento: Competenze in Manutenzione, Gestione del Ciclo di Vita degli Asset, Ingegneria di Affidabilità e di Manutenzione, Manutenzione e Business, Manutenzione e Industria 4.0, Processi di Manutenzione MARKETING
Marco Prinari, Marketing Group Coordinator m.prinari@tim-europe.com
PUBBLICITÀ
Giovanni Cappella, Sales Executive g.cappella@tim-europe.com
Valentina Razzini, G.A. & Production v.razzini@tim-europe.com
Francesca Lorini, Production f.lorini@tim-europe.com
Giuseppe Mento, Production Support g.mento@tim-europe.com
DIREZIONE, REDAZIONE, PUBBLICITÀ E AMMINISTRAZIONE
Centro Commerciale Milano San Felice, 86 I-20054 Segrate, MI tel. +39 (0)2 70306321 fax +39 (0)2 70306350 www.manutenzione-online.com manutenzione@manutenzione-online.com
La Direzione non assume responsabilità per le opinioni espresse dagli autori nei testi redazionali e pubblicitari. Società soggetta all’attività di Direzione e Coordinamento da parte di TIM Global Media BV
PRODUZIONE
Stampa: Sigraf Srl - Treviglio (BG)
La riproduzione, non preventivamente autorizzata dall’Editore, di tutto o in parte del contenuto di questo periodico costituisce reato, penalmente perseguibile ai sensi dell’articolo 171 della legge 22 aprile 1941, numero 633.

© 2024 TIMGlobal Media Srl con Socio Unico MANUTENZIONE & Asset Management
Registrata presso il Tribunale di Milano n° 76 del 12 febbraio 1994. Printed in Italy. Per abbonamenti rivolgersi ad A.I.MAN.: aiman@aiman.com – 02 76020445
Costo singola copia ¤ 5,20

MANUTENZIONE & ASSET MANAGEMENT www.manutenzione-online.com - APRILE 2024
3
Il tuo distributore di fiducia!

Approvigionamento efficiente Soluzioni eProcurement
Marketplace Conrad Soluzioni su misura
Il Kaizen nella Manutenzione Industriale:
piccoli passi verso grandi trasformazioni
Cari lettori di Manutenzione e Asset Management, Nei mesi scorsi abbiamo esplorato alcuni concetti chiave della Lean Production, come le 5S, i 7 sprechi e lo SMED, possano essere applicati con successo al mondo della manutenzione industriale. Questo mese di Aprile vorrei soffermarmi su un altro pilastro fondamentale della filosofia snella: il kaizen, o miglioramento continuo
Il kaizen si basa sul principio che grandi risultati possono essere ottenuti attraverso piccoli miglioramenti incrementali e costanti nella pratica lavorativa quotidiana. Si tratta di un approccio dal basso (bottom-up), in cui sono i lavoratori in prima linea a identificare le opportunità di ottimizzazione e a proporre soluzioni pratiche per realizzarle. Questo approccio mentale volto al miglioramento continuo può portare benefici enormi anche nel contesto della manutenzione industriale. Pensiamo, per esempio, a come potremmo migliorare l’ergonomia delle aree di lavoro, riducendo potenziali infortuni e affaticamento da parte degli operatori. Oppure immaginiamo come potremmo standardizzare al meglio le procedure di manutenzione ricorrenti per eliminare sprechi e inefficienze. O, ancora, riflettiamo su come potremmo snellire il flusso dei materiali necessari per gli interventi di riparazione.
La chiave per un kaizen di successo, anche in manutenzione, è il coinvolgimento attivo di tutti i livelli del personale. I tecnici operativi, che affrontano le sfide pratiche ogni giorno, sono nella posizione migliore per individuare le potenziali aree di miglioramento. Il loro contributo di idee dovrebbe essere attivamente ricercato e valutato con atteggiamento costruttivo da parte dei loro responsabili e di tutta la dirigenza aziendale. Infatti, coinvolgere chi si trova a operare continuamente con le macchine di produzione è un ottimo strumento per promuovere concretamente una cultura aziendale che incoraggi l’innovazione e il miglioramento. Un approccio kaizen ben sviluppato richiede pazienza e un impegno costante nel tempo che non si affievolisce alle prime inevitabili difficoltà. I miglioramenti, in effetti, inizialmente potrebbero sembrare piccoli, ma con il tempo si accumuleranno fino a comporre una trasformazione significativa. È per questo che sarà un compito fondamentale dei responsabili dare risalto ai successi, per quanto modesti, e mantenere alta la motivazione di tutti i membri coinvolti.
Cari amici della manutenzione, la mentalità dei piccoli passi è in grado di portare a grandi miglioramenti, se applicata con costanza e coinvolgimento e se restiamo vigili e aperti alle nuove opportunità di miglioramento, per quanto piccole possano sembrare.
Grazie, ciao e auguri di Buona Pasqua
Filippo De Carlo


MANUTENZIONE & ASSET MANAGEMENT www.manutenzione-online.com - APRILE 2024
Prof.
Filippo De Carlo, Direttore Responsabile, Manutenzione & AM
5
EDITORIALE
Dal 1959 riferimento culturale per la Manutenzione Italiana

Dal 1972 A.I.MAN. è federata E.F.N.M.SEuropean Federation of National Maintenance Societies.





A.I.MAN. Associazione Italiana Manutenzione



A.I.MAN. Associazione Italiana Manutenzione @assoaiman aimanassociazione @aimanassociazione www.aiman.com






Informativa ai sensi dell’art. 13. d.lgs 196/2003
I dati sono trattati, con modalità anche informatiche per l’invio della rivista e per svolgere le attività a ciò connesse. Titolare del trattamento è TIMGlobal Media Srl con Socio Unico - Centro Commerciale San Felice, 86 - Segrate (Mi). Le categorie di soggetti incaricati del trattamento dei dati per le finalità suddette sono gli addetti alla registrazione, modifica, elaborazione dati e loro stampa, al confezionamento e spedizione delle riviste, al call center e alla gestione amministrativa e contabile. Ai sensi dell’art. 13. d.lgs 196/2003 è possibile esercitare i relativi diritti fra cui consultare, modificare, aggiornare e cancellare i dati nonché richiedere elenco completo ed aggiornato dei responsabili, rivolgendosi al titolare al succitato indirizzo.
Informativa dell’editore al pubblico ai sensi ai sensi dell’art. 13. d lgs196/2003
Ad sensi del decreto legislativo 30 giugno 2003, n° 196 e dell’art. 2, comma 2 del codice deontologico relativo al trattamento dei dati personali nell’esercizio dell’attività giornalistica, TIMGlobal Media Srl con Socio Unico - Centro Commerciale San Felice, 86 - Segrate (Mi) - titolare del trattamento, rende noto che presso propri locali siti in Segrate, Centro Commerciale San Felice, 86 vengono conservati gli archivi di dati personali e di immagini fotografiche cui i giornalisti, praticanti, pubblicisti e altri soggetti (che occasionalmente redigono articoli o saggi) che collaborano con il predetto titolare attingono nello svolgimento della propria attività giornalistica per le finalità di informazione connesse allo svolgimento della stessa. I soggetti che possono conoscere i predetti dati sono esclusivamente i predetti professionisti nonché gli addetti preposti alla stampa ed alla realizzazione editoriale della testata. Ai sensi dell’art. 13. d.lgs 196/2003 si possono esercitare i relativi diritti, tra cui consultare, modificare, cancellare i dati od opporsi al loro utilizzo, rivolgendosi al predetto titolare. Si ricorda che ai sensi dell’art. 138, del d.lgs 196/2003, non è esercitabile il diritto di conoscere l’origine dei dati personali ai sensi dell’art. 7, comma 2, lettera a), d.lgs 196/2003, in virtù delle norme sul segreto professionale, limitatamente alla fonte dello notizia.
SOMMARIO
A.I.MAN. INFORMA
8. Notiziario dell’Associazione
11. Intervista esclusiva a Giuseppe Cavalleri, Ingegnere di Manutenzione 2023

MANUTENZIONE & ASSET INTEGRITY
15. Migliorare l’affidabilità dei compressori alternativi attraverso la gestione dei dati di manutenzione e l’Internet of Things
Magnus Terner, Product Manager Digital Offerings and VISTRA® team leader in HOERBIGER
Ricardo Comenge, Business Development Manager of Maintenance and Reliability Programs in HOERBIGER
21. Digital Twin negli impianti Industriali, Standardizzazione Materiali e ottimizzazione
Magazzino. Integrazione vincente
Alessandro Ligas, Direzione Commerciale Italteleco srl
24. “Drone in a box”: Sarlux vola in alto con l’innovazione tecnologica
Laura Delogu, Inspection technologist, Sarlux
28. Dalla rivoluzione digitale all’involuzione delle competenze

Stefano Sanna, Head of Power & Utilities Industrial Technology
RUBRICHE
Puglia locomotiva
30. Il futuro dei tecnici
34. C’èManutenzioneXTe! On tour
35. Mistery Manut
Manutenzione: storia e storie
36. Come stiamo andando? Ovvero la verifica dei risultati o monitoraggio del livello di servizio
Job & skills di manutenzione
40. Come standardizzare le attività di training on the job
44. Pillole di manutenzione
Manutenzione in fum…etto
46. “io sono importante!”
La voce del CTS
58. Le competenze dell’ingegnere di manutenzione
Manutenzione & trasporti
62. Propulsione a gas naturale liquefatto (gnl): come cambia la manutenzione dei veicoli pesanti
Appunti di manutenzione
64. Manutenzione preventiva attiva
MANUTENZIONE & ASSET MANAGEMENT www.manutenzione-online.com - APRILE 2024
Top Maintenance Solution 69. Industry News 70. Elenco Aziende ANNO XXXI N. 4 - APRILE 2024 MANUTENZIONE & ASSET INTEGRITY TIMGlobal Media Srl Con Socio Unico POSTE ITALIANE SPA SPED. ABB. POSTALE 70% LO/MI ORGANO UFFICIALE DI: 14 ARTICOLO TECNICO Digital Twin negli impianti Industriali, integrazione vincente 24 ARTICOLO TECNICO Drone in a box, l’innovazione tecnologica vola alto ANNO XXXI N.4 APRILE 2024 11 Italian Maintenance Manager Award: Giuseppe Cavalleri 001_COVER battente MA_aprile_24_(207X285).indd 1 25/03/24 16:55 EDITORIALE 14. EUROMAINTENANCE 2024, un primo nuovo passo verso il futuro dell’Asset Integrity Marcello Pintus, Head of Reliability & Inspections, Sarlux - Consigliere, A.I.MAN.
APPROFONDIMENTI 49.
7
EUROMAINTENANCE 2024
Dal 16 al 18 Settembre 2024 A.I.MAN. organizzerà il Congresso Europeo
EuroMaintenance 2024; l’Evento si terrà presso il Palacongressi di Rimini. EuroMaintenance è il Congresso Europeo che viene organizzato ogni due anni da una delle Associazioni federate a EFNMS (European Federation of National Maintenance Societies) che ha sede in Belgio, a Bruxelles.
Si tratta dell’unico evento continentale di riferimento per la manutenzione con uno spazio espositivo e un’area congressuale. L’Evento avrà come temi portanti, per entrambe le aree, quelli rappresentati dalle Sezioni Tematiche A.I.MAN.
Aggiornamento area riservata ai Soci
L’area riservata del sito www.aiman.com è stata aggiornata con la pubblicazione delle relazioni presentate negli ultimi Eventi Regionali, per le quali abbiamo avuto la liberatoria dagli autori.
TEMATICHE A.I.MAN.

Digitalizzazione

Manutenzione OEM & Distribuzione

Manutenzione & Formazione

Manutenzione & Infrastrutture



Manutenzione & Service

Manutenzione & Sicurezza

Manutenzione & Sostenibilità

Manutenzione & Trasporti
Per essere aggiornato sull’Evento: www.euromaintenance24.com
Quote associative
L’Assemblea dei Soci 2023, tenuta il 28 giugno, ha deliberato le quote associative che sono rimaste pressoché invariate.
PARTNER SOSTENITORI:
A PARTIRE DA 1.500,00 EURO + IVA
• Possibilità per i Partner Sostenitori di avere il loro logo sul sito A.I.MAN., nella Rivista Manutenzione & AM, invio del logo personalizzato A.I.MAN.-Azienda Partner Sostenitore da utilizzare nelle comunicazioni e canali media preferiti, post linkedin e pagina intera adv su Rivista.
Sono previste altre eventuali opportunità di supporto associativo, da verificare con il Responsabile Marketing & Relazioni Esterne.
ECCO I BENEFIT RISERVATI QUEST’ANNO AI NS. SOCI:
• Abbonamento gratuito alla ns. rivista - mensile - (due copie per Soci Collettivi e Sostenitori)
• Accesso all’area riservata ai Soci sul sito www.aiman.com
• Invio al Comitato Tecnico Scientifico di articoli, per la pubblicazione sulla rivista stessa
• Partecipazione agli Eventi previsti nell’arco dell’anno
• Partecipazione gratuita alle varie manifestazioni culturali organizzate dalla Sede e dalle Sezioni Regionali
• Partecipazione a Convegni e seminari, patrocinati da A.I.MAN., con quote ridotte
• Possibilità di proporsi come Socio rappresentante di A.I.MAN. ad attività/eventi ed essere visibile all’interno dell’area Spazio Soci del sito ufficiale www.aiman.com
• Scambi culturali con altri Soci su problematiche manutentive
• Assistenza ai laureandi per tesi su argomenti manutentivi
• Acquisto delle seguenti pubblicazioni, edite dalla Franco Angeli, a prezzo scontato: “Approccio pratico alla individuazione dei pericoli per gli addetti alla produzione ed alla manutenzione”, “La Manutenzione nell’Industria, Infrastrutture e Trasporti”, “La Manutenzione Edile e degli Impianti Tecnologici.
• Opportunità di aderire congiuntamente ad A.I.MAN. e ad ANIPLA (Associazione Nazionale Italiana per l’Automazione) pagando una quota forfettaria scontata.
• Opportunità previste dalla Partnership A.I.MAN. -Hunters Group
• Opportunità previste da accordi di collaborazione, in sede di definizione, con Associazioni interessate alla Manutenzione ed alla Formazione.
Il pagamento della quota può essere effettuato tramite:
- Pagamento on line, direttamente dal sito A.I.MAN. con

- Banca Intesa Sanpaolo: IT74 I030 6909 6061 0000 0078931.
I versamenti vanno intestati ad A.I.MAN. – Associazione Italiana Manutenzione.
A.I.MAN. INFORMA A.I.MAN. Associazione Italiana Manutenzione @assoaiman @aimanassociazione @aimanassociazione
INDIVIDUALI Annuali (2024) 100,00 € Biennali (2024-2024) 180,00 € Triennali (2024-2025-2026) 250,00 € SOCI COLLETTIVI Annuali (2024) 400,00 € Biennali (2024-2025) 760,00 € Triennali (2024-2025-2026) 900,00 € STUDENTI E SOCI FINO A 30 ANNI DI ETÀ 30,00 €
SOCI
PARTNER SOSTENITORI A.I.MAN. 2024
Oltre alla possibilità di avere il loro logo sul sito A.I.MAN. e nella Rivista Manutenzione & Asset Management, i Partner Sostenitori potranno utilizzare il logo personalizzato A.I.MAN.-Azienda Partner Sostenitore nelle comunicazioni e canali media preferiti per tutto

ATM Engineering lameccanica.it/it

DarkWave Thermo www.darkwavethermo.com

Nico
https://www.nicospa.com/
il 2024 ed avranno un post istituzionale linkedin dedicato; nella quota è inoltre compresa una pagina di pubblicità sulla Rivista Manutenzione & Asset Management.
Per ulteriori informazioni aiman@aiman.com

Camozzi
it.camozzigroup.com

Ekso
https://www.ekso.it/

CICPND
https://www.cicpnd.it/

John Crane
https://www.johncrane.com/en

RINA
https://www.rina.org/it/

WIKA
https://www.wika.com
Aggiornato al 4 marzo 2024

A.I.MAN. Associazione Italiana Manutenzione @assoaiman @aimanassociazione @aimanassociazione
ORGANIGRAMMA A.I.MAN.

PRESIDENTE
Giorgio Beato
SKF INDUSTRIE
Head of Engineering South-Europe and Services Italy giorgio.beato@aiman.com
Giuseppe Adriani MECOIL
Fondatore giuseppe.adriani@aiman.com
Rinaldo Monforte Ferrario GRUPPO SAPIO
Direttore di Stabilimento Caponago (MB)
rinaldo.monforte_ferrario @aiman.com
Riccardo Baldelli RICAM GROUP CEO

VICE PRESIDENTE
Stefano Dolci
AUTOSTRADE PER L’ITALIA
Responsabile Ingegneria
degli Impianti stefano.dolci@aiman.com
CONSIGLIERI
riccardo.baldelli@aiman.com
Marcello Pintus SARLUX
Head of Asset Availability marcello.pintus@aiman.com
Lorenzo Ganzerla NOVARETI
Responsabile Presidio Specialistico Idrico lorenzo.ganzerla@aiman.com
Alessandro Sasso MAN.TRA
Presidente alessandro.sasso@aiman.com
LE SEZIONI REGIONALI
Calabria
Martino Vergata calabria@aiman.com
Campania-Basilicata
Daniele Fabbroni campania_basilicata @aiman.com
Emilia Romagna
Pietro Marchetti emiliaromagna@aiman.com
Liguria
Alessandro Sasso liguria@aiman.com
Marche-Abruzzo
Mauro Pinna marche_abruzzo@aiman.com
Piemonte
Fabio Fresi piemonte@aiman.com
Puglia
Antonio Lotito puglia@aiman.com
Sardegna Marzia Mastino sardegna@aiman.com
Sicilia
Gioacchino Mugnieco sicilia@aiman.com

SEGRETARIO GENERALE
Maurizio Ricci
RENRISK
CEO ad interim & Founder maurizio.ricci@aiman.com
Francesco Gittarelli FESTO CTE
Responsabile del Centro Esami di Certificazione Competenze di Manutenzione Festo-Cicpnd francesco.gittarelli @aiman.com
Bruno Sasso
Coordinatore Comitato Tecnico Scientifico Manutenzione&Asset Management bruno.sasso@aiman.com
Toscana
Giuseppe Adriani toscana@aiman.com
Triveneto
Fabio Calzavara triveneto@aiman.com
MARKETING & RELAZIONI ESTERNE COMUNICAZIONE & SOCI SEDE SEGRETERIA
Viale Fulvio Testi, 128 20092 Cinisello Balsamo (MI)
Tel. 02.76020445 aiman@aiman.com
Cristian Son cristian.son@aiman.com
Marco Marangoni marco.marangoni@aiman.com
APRILE 2024 - www.manutenzione-online.com
A.I.MAN. Associazione Italiana Manutenzione @assoaiman @aimanassociazione @aimanassociazione

Italian Maintenance Manager: parola AI VINCITORI
Giuseppe Cavalleri, ECM Manager presso Siemens Mobility, ha raccontato alla nostra redazione cosa significa aver vinto il titolo di Ingegnere di Manutenzione 2023
Complimenti per aver ottenuto questo riconoscimento. In che modo interpreta il significato di questo premio?
Avere vinto il titolo di Ingegnere di Manutenzione 2023 ha almeno un paio di significati, che emergono anche con il passare del tempo dal momento della nomina, mentre la mentalizzi. Il primo sentimento, quello che predomina a caldo, è un misto di felicità, di orgoglio, di soddisfazione per il riconoscimento del lavoro svolto negli anni. Dopo subentra la fase più riflessiva, quella della gratitudine, dove prevalgono il senso di amicizia, quella che proviene dalla partecipazione ad una importante comunità di esperti del settore come è A.I.MAN. Tornano vividi i ricordi dei momenti difficili del proprio lavoro, quelli in cui hai dovuto sostenere con la forza della competenza ed esperienza, e un poco di sana testardaggine, scelte che seguivano la via più in salita. Allora ricordi i consigli degli amici e compagni di ventura nel mondo della manutenzione, magari anche loro soci di A.I.MAN, ed il loro supporto, quell’aiuto che ti ha permesso di andare avanti e tenere duro, giungendo anche a questo riconoscimento.
Il riconoscimento arriva nell’anno di EuroMaintenance in Italia: come intende vivere quest’anno così particolare?
Supportando al meglio la promozione e l’organizzazione delle attività della Associazione. Del resto, questo dovrebbe essere il mantra di ogni associato. La preparazione di un evento così importante e articolato come EuroMaintenance è lunga e complessa, ma ognuno di noi può contribuire attivamente con la promozione dell’iniziativa, anche con il semplice passa parola. Io promuoverò l’iniziativa presentandola nel luogo di lavoro, in altre associazioni, così come attraverso i canali social nei quali sono attivo. Similmente cercherò al meglio di supportare il Consiglio ed i Coordinatori di Sezione dedicando loro il maggior tempo possibile. Lavorando in un contesto internazionale sono anche in contatto con altri esperti e colleghi del settore, che mi hanno già espresso il loro interesse a partecipare a questa edizione italiana. Non dimentichiamoci come la nostra Associazione sia presente in vari gruppi di lavoro non solo nazionali, ma anche internazionali, e come ad oggi sia un collega italiano il Chairman del comitato tecnico CEN TC 319 Maintenance. Infine, farò una cosa magari scontata, a volte

difficile da conciliare con gli impegni lavorativi, ma che è fondamentale per chiunque: studierò, farò ricerca e condividerò quanto già so e quanto di nuovo imparerò con tutti, ma in primis con gli studenti che incontro nei miei seminari, nei quali promuoverò questo evento.
Perché una persona di manutenzione dovrebbe candidarsi agli Award proposti da A.I.MAN.?
Per condividere la propria esperienza, per confrontarsi, per provare a premiarsi, perché oltre al dovere c’è anche il piacere. Quando si scrivono articoli, si tengono convegni, alla base di ciò vi deve essere un sano spirito di divulgazione e condivisione, ma vi è anche una piccola quota parte del nostro “io”, la nostra autostima, che ha bisogno di alimentarsi e di essere sostenuta. Quindi invito tutti i colleghi a valutarsi, a trovare stimolo al loro personale miglioramento anche per mezzo della Associazione e di questo premio e a partecipare per provare a trovare anche un bel momento di soddisfacimento professionale e di orgoglio, ma sempre con misura. Auguri sinceri ai prossimi candidati. □
www.manutenzione-online.com - APRILE 2024A.I.MAN. Associazione Italiana Manutenzione @assoaiman @aimanassociazione @aimanassociazione A.I.MAN. - Italian Maintenance Manager
EDITORIALE
EUROMAINTENANCE 2024, un primo nuovo passo verso il futuro dell’Asset Integrity

Marcello Pintus, Head of Reliability & Inpections SarluxConsigliere, A.I.MAN.
Quest’anno scrivo il mio editoriale subito dopo aver partecipato alla conferenza stampa per il lancio ufficiale di Euromaintenance 2024 e lo faccio respirando un’aria diversa, in un’atmosfera vibrante di febbrile attesa
EuroMaintenance 2024 (EM24), che si terrà nel prestigioso PalaCongressi di Rimini il 16-18 Settembre, si profila all’orizzonte come un evento imperdibile, un’opportunità unica per condividere conoscenze, esperienze e best practice nel campo della manutenzione e dell’asset management, ma soprattutto per affrontare le sfide legate all’integrità degli asset. Quali sono le mie aspettative?
In una recente intervista ho parlato non a caso di transizione perché è un termine che si presta a diverse chiavi di lettura.
Possiamo citare la transizione digitale, che ci sta portando rapidamente dall’industria 4.0 all’impiego dell’Intelligenza Artificiale (AI). In raffineria utilizziamo ormai da anni diverse tecnologie 4.0: abbiamo i modelli 3D degli impianti, utilizziamo algoritmi di machine learning per una predittiva avanzata nel nostro Digital Predictive Maintenance Center, pianifichiamo ispezioni degli asset attraverso missioni gestite con droni in automatico. Anche in questo numero, dedicato all’asset integrity, parliamo molto di tecnologie 4.0. L’articolo di Laura Delogu (Sarlux), “Drone in a box …” descrive la pianificazione e gestione delle missioni ispettive mediante drone automatico. Altri esempi di tecnologie abilitanti li troviamo nel campo della gestione dei ricambi e delle scorte, sia nell’articolo di Alessandro Ligas (Italteleco), in cui si parla di integrazione fra Digital Twin e magazzino, sia nell’articolo di Magnus Terner e Ricardo

MANUTENZIONE & ASSET MANAGEMENT APRILE 2024 - www.manutenzione-online.com
12

Comenge (Hoerbiger) dove i due autori mettono in evidenza come l’integrazione del Internet of Things (IoT) e la gestione dati tramite cloud possa portare enormi vantaggi in termini di tempi di intervento e ottimizzazione scorte per la manutenzione dei compressori alternativi.
Di Intelligenza Artificiale invece si sente parlare tanto ma nel campo manutentivo non è ancora utilizzata in tutte le sue potenzialità. Pertanto, cosa mi aspetto da EM24? Che sia un vero, concreto punto di partenza per le applicazioni dell’intelligenza artificiale nell’asset integrity, perché in questo momento, l’AI nel nostro campo è ancora solo futuro. Sarà anche interessante analizzare come l’AI e la digitalizzazione in generale possano comportare rischi di una potenziale involuzione dei professionisti della manutenzione, riflessione portata in questo numero nell’articolo di Stefano Sanna (Sarlux).
Parlare di manutenzione del futuro ad EM24 significa anche parlare di nuove tipologie di impianti. In particolare, la parola transizione può essere accostata al termine energetica. Se prima gli impianti per produzione di energia da fonti rinnovabili erano poco diffusi, oggi assistiamo a un’espansione più rapida che in qualsiasi momento degli ultimi tre decenni, tanto che solo lo scorso anno il mondo ha aggiunto il 50% in più di capacità rinnovabile rispetto al 2022. Oltre alla diffusione a macchia d’olio di eolico e fotovoltaico, sentiamo sempre più parlare di idrogeno, storage, impianti di carbon capture. Nuovi impianti, nuove tecnologie e quindi nuove esigenze manutentive che richiedono un’ulteriore evoluzione delle nostre professioni. Infine, cosa mi aspetto da EM24? Mi aspetto un confronto fra tutti gli attori della catena del valore, un grande momento in cui fare sinergia e gettare le basi per la manutenzione di questi impianti del futuro.
EM24 si prepara a essere il punto focale di queste transizioni.
Sia che siate professionisti esperti, manager o innovatori emergenti, questo evento promette di offrire un’esperienza ricca di conoscenze, insight e opportunità di networking. Vi invito ad unirvi a noi a Rimini. Se siete alla ricerca di ispirazione, conoscenza o opportunità di networking, questo evento è progettato per soddisfare le vostre esigenze. Insieme, possiamo plasmare il futuro della manutenzione e dell’asset integrity, guidando il settore verso nuove vette di eccellenza e innovazione. Vi aspettiamo a settembre per un’esperienza sinergica che promette di essere indimenticabile.
E nel frattempo, buone letture.
MANUTENZIONE & ASSET MANAGEMENT www.manutenzione-online.com - APRILE 2024 EDITORIALE
13
Academy
La piattaforma di formazione di HYDAC

• Tecnologie e componenti
• Tendenze, applicazioni e normative
• Knowledge base, tutorial e pillole tecniche
https://academy.hydac.it
Migliorare l’AFFIDABILITÀ dei compressori alternativi attraverso la gestione dei dati di manutenzione e l’Internet of Things
Come la gestione dei dati di manutenzione dei componenti dei compressori alternativi può essere la chiave di volta nel miglioramento della gestione degli stessi: tramite un approccio puntuale i dipartimenti di affidabilità e manutenzione potranno efficacemente gestire manutenzioni, stoccaggio di parti riducendo i tempi morti nelle riparazioni e nella sostituzione dei componenti di consumo
In molti ambiti industriali, l’affidabilità delle macchine rotanti è fondamentale per mantenere l’efficienza operativa e la sicurezza del personale. Nel corso degli ultimi anni i progressi nella gestione dei dati e nell’integrazione dell’Internet of Things (IoT) per le principali tipologie di macchine rotanti hanno rivoluzionato le pratiche di manutenzione, portando a significativi miglioramenti dei risultati aziendali.
Affidabilità e manutenzione basate sui dati
I dipartimenti di affidabilità e manutenzione svolgono un ruolo fondamentale nel garantire il buon funzionamento, la sicurezza e l’economicità delle macchine rotanti in ambienti industriali. Sfruttando i dati in tempo reale e l’analisi predittiva, operatori e ingegneria possono affrontare in modo proattivo le esigenze di manutenzione, ridurre al minimo i tempi di inattività e ottimizzare le prestazioni degli asset, guidando, in ultima analisi il successo aziendale.
I dati forniscono la base per processi decisionali basati su indicatori chiave di prestazione
(KPI, Key Performance Indicators). Nel campo delle macchine rotanti uno dei KPI più utilizzati è l’affidabilità. L’affidabilità di un componente è solitamente espressa come “tempo medio tra gli eventi” (MTBE, Mean Time Between Events). Questo indicatore rappresenta l’intervallo di tempo medio tra eventi definiti in un determinato periodo di analisi, pertanto è un valore misurato in ore, giorni, mesi o anni.

Dove:
■ MTBE è il tempo medio tra gli eventi. Gli eventi sono fatti quantificabili, come per esempio: guasti, riparazioni, interventi di manutenzione, ecc. a seconda del tipo di evento è quindi possibile definire un MTBF (failure i.e. guasto), MTBR (repair i.e. riparazione), MTBM (maintenance i.e. manutenzione), ecc.
■ Il periodo di analisi è l’intervallo di tempo considerato per contare gli eventi. È consuetudine considerare periodi di un anno
MANUTENZIONE & ASSET MANAGEMENT www.manutenzione-online.com - APRILE 2024 MANUTENZIONE & ASSET INTEGRITY
15
espressi in mesi. Pertanto, la selezione di periodi di analisi di 12, 24, 36, 48 o 60 mesi implica che vengano rispettivamente contati gli eventi negli ultimi 1,2,3,4 o 5 anni.
■ La popolazione indica il numero di componenti oggetto dell’analisi. L’MTBE può quindi essere calcolato per gruppi di asset o singoli asset.
■ Il numero di eventi rappresenta la somma dei fatti quantificabili nel periodo di analisi.
Per esempio, con la formula precedente, è possibile determinare che l’MTBF medio per una popolazione di 20 asset è di 24 mesi se sono stati contati 30 guasti negli ultimi 36 mesi per il gruppo di asset selezionato.

Un approccio diverso alla formula sopra menzionata e altrettanto diffuso nell’industria per misurare l’affidabilità è quello di considerare il tempo di utilizzo effettivo della popolazione equivalente nel periodo di analisi. Anche in questo caso, l’affidabilità viene misurata come tempo medio tra gli eventi. Questo valore rappresenta quindi, l’intervallo di tempo medio tra gli eventi definiti rispetto al tempo di funzionamento effettivo del componente in un determinato periodo di analisi, si esprime in ore, giorni, mesi o anni e la formula viene successivamente adattata come segue:
Dove:
■ R-MTBE il tempo medio tra gli eventi. Gli eventi sono in genere fatti numerabili, come per esempio: guasti, riparazioni, lavori di manutenzione, ecc. rendendo quindi il termine ancora più significativo; R-MTBF (failure i.e. guasto), R-MTBR (repair i.e. riparazione), R-MTBM (maintenance i.e. manutenzione), ecc. Il periodo di analisi è l’intervallo di tempo considerato per contare gli eventi. E’ consuetudine considerare periodi di un anno espressi in mesi. Pertanto, la selezione di periodi di analisi di 12, 24, 36, 48 o 60 mesi implica che si stanno contando gli eventi negli ultimi 1, 2, 3, 4 o 5 anni rispettivamente.
■ La popolazione indica il numero di componenti oggetto dell’analisi. L’R-MTBE può quindi essere calcolato per gruppi di asset o singoli asset.
■ Il Tempo Equivalente di Esecuzione Operativa nel Periodo di Analisi Il tempo di funzionamento effettivo della popolazione equivalente nel periodo di analisi è il tempo medio in cui la popolazione è stata effettivamente in esercizio durante il periodo di analisi
■ Il numero di eventi rappresenta la somma dei fatti quantificabili nel periodo di analisi.
Seguendo lo stesso esempio di prima, con la formula precedente, è possibile determinare che l’R-MTBF medio per una popolazione di 20 asset è di 16 mesi se si sono contati 30 guasti negli ultimi 36 mesi (3 anni) per il gruppo di asset selezionato e si sa che gli asset hanno operato per una media di 8 mesi/ anno negli ultimi 36 mesi (3 anni). Vale a dire, che gli asset hanno funzionato per l’equivalente totale di 24 mesi nel periodo di analisi considerato.

Dal punto di vista della gestione dei dati, i due approcci presentano le stesse sfide quando vengono implementati dai dipartimenti di affidabilità. Una raccolta accurata dei dati è indispensabile per consentire una manutenzione predittiva efficace, un’analisi affidabile dei guasti, una pianificazione ottimizzata della manutenzione, il monitoraggio delle prestazioni in tempo reale e il processo decisionale basato sui dati e la conformità normativa.
MANUTENZIONE & ASSET MANAGEMENT APRILE 2024 - www.manutenzione-online.com
MANUTENZIONE & ASSET INTEGRITY 16

Se si considera, per esempio, la riparazione di una valvola di un compressore alternativo, esistono 2 fonti critiche di informazioni sui dati:
■ Precisione della posizione (si potrebbe anche dire allocazione) del componente riparato nel compressore - In che modo è possibile assegnare la riparazione a una determinata posizione in un particolare stadio e/o cilindro del compressore?
Diversi tipi di macchine rotanti (pompe, turbine, compressori, motori, ecc.) contribuiscono in modo diverso all’aumento della complessità dell’architettura dei dati degli asset.
■ Accuratezza della registrazione del tempo quando il componente viene disinstallato per la riparazione - quando ha inizio il conteggio della durata della riparazione?
Diversi tipi di processi di raccolta dei dati di manutenzione (momento dell’installazione dei componenti, smontaggio del componente, riparazione, ripristino a magazzino, ecc.) contribuiscono in modo diverso alle prestazioni calcolate del ciclo di vita dei componenti.
Comprendere la complessità dei compressori alternativi
I compressori alternativi sono asset complessi da gestire dal punto di vista dell’affidabilità tradizionale. Rispetto alle pompe centrifughe,
che sono ampiamente utilizzate nell’industria, un compressore alternativo monostadio bicilindrico in media può avere potenzialmente fino a 5 tipi di componenti in più rispetto a una pompa centrifuga a sbalzo standard, che ne possono influenzare l’affidabilità. Si devono considerare in questa analisi i set di attuatori, valvole prementi, valvole aspiranti, tenute principali, tenute intermedie, pacchi raschiaolio, fasce e pattini del pistone. Se si considerano poi altri componenti soggetti a usura come aste, camicie o cuscinetti, la differenza di complessità tra una pompa e un compressore è evidente.
Il numero elevato di tipi di componenti in grado di influenzare l’affidabilità dell’asset e le loro potenziali interazioni suggeriscono che i compressori alternativi richiedono un differente approccio, quindi una gestione specifica dei dati. Ciò è ben spiegato dal concetto di “ratio di collo di bottiglia dell’Affidabilità dei componenti”, che è il numero di tipi di componenti che possono influire sulle prestazioni a seconda del tipo di macchina rotante.
Importanza della accuratezza (granularità) dei dati durante la registrazione di eventi a diversi livelli di posizione dei componenti nel compressore Idealmente, gli eventi dovrebbero essere monitorati a diversi livelli del parco asset: intera flotta, gruppo selezionato di asset, singo-
MANUTENZIONE & ASSET MANAGEMENT www.manutenzione-online.com - APRILE 2024
MANUTENZIONE & ASSET INTEGRITY 17

li asset e posizioni dei componenti nell’asset. Gli eventi, guasti o riparazioni, dovrebbero idealmente essere registrati in tempo reale e correlati a una posizione specifica nell’asset. L’associazione di un evento a una posizione è fondamentale, soprattutto quando l’intercambiabilità dei componenti è elevata e ciascun componente può essere installato in più posizioni nello stesso asset (es. valvole / attuatori).
Seguendo l’esempio precedente, nelle pompe a sbalzo l’unico collo di bottiglia in termini di affidabilità è la tenuta meccanica che può essere installata solo in una posizione. In un compressore bicilindrico monostadio, considerando come esempio il componente valvola di aspirazione, questa può essere collocata in 4 diverse posizioni (rispettivamente sul cilindro 1 o 2, lato manovellismo o testata del cilindro).
All’aumentare del numero di cilindri e stadi, aumenta la complessità dei componenti: attuatori, valvole, tenute, fasce e pattini, aste, camicie, cuscinetti, ecc.
Registrazione del numero di eventi per MTBE a R-MTBE
La raccolta e corretta gestione dei dati di manutenzione per ogni posizione dei componenti del compressore, in combinazione con l’identificazione dei componenti, consente
di generare una mappa dell’affidabilità del compressore e di visualizzare le prestazioni dei diversi componenti a tutti i livelli, posizione nel cilindro, cilindro, stadio, asset, TAG, impianto, flotta. La serializzazione dei componenti (assegnazione di un numero seriale a ciascun componente) consente di effettuare un’analisi e determinare se un elemento specifico non funziona indipendentemente dalla sua posizione. Per un corretto approccio alla “Root Cause Analysis” e alla individuazione dei “Bad Actors” determinare la provenienza di un componente non performante è fondamentale per comprendere le modalità di guasto del compressore.
Inoltre, se informatizzato, questo approccio può svolgere un ruolo significativo nella gestione del cambiamento all’interno di un’organizzazione, in particolare quando si tratta di modifiche alla cronologia dei dati di manutenzione degli asset, in quanto fornisce una piattaforma centralizzata per documentare le modifiche e comunicare le informazioni rilevanti alle parti interessate.
In conclusione, raggiungere l’eccellenza nella misurazione dell’Affidabilità di un compressore alternativo a livello di flotta – tag – unità – stadio – cilindro – lato cilindro – componente non è banale e non deve essere affrontato in modo tradizionale, perché i processi e i sistemi dovrebbero consentire di raccogliere e gestire i dati allo stesso livello. In altre parole, è il “Numero di Eventi” nelle formule seguenti che devono essere acquisiti per ogni posizione del componente nel compressore. Questi devono essere collegati a un punto nella sequenza temporale con precisione per ogni componente.

Caso studio, raccolta e gestione dei dati di successo per le flotte di compressori alternativi
Per i reparti di manutenzione, la sostituzione e la riparazione di componenti dei compressori, come valvole, tenute gas, fasce e pattini dei cilindri, è un dato di fatto. Nessuna azienda vuole approvvigionare e tenere a scorta questi articoli senza cognizione di causa. Rappresentano un costo importante in fase di acquisto e conseguentemente an-
MANUTENZIONE & ASSET MANAGEMENT APRILE 2024 - www.manutenzione-online.com 18
MANUTENZIONE & ASSET INTEGRITY
che per lo stoccaggio. In molti casi possono essere difficili da tenere sotto controllo con precisione in termini di quantità / quantità e obsolescenza. Nella migliore delle ipotesi, devono essere sostituiti a intervalli di manutenzione programmati. Nel peggiore dei casi, si guastano inaspettatamente e causano tempi di inattività.
È quindi opportuno gestire i componenti in modo intelligente e imparare il più possibile dalla loro storia operativa. Nel mondo di oggi, ciò significa un approccio completamente digitale per tracciare i componenti in servizio, registrare i dettagli delle loro prestazioni, eseguire la manutenzione, riparare e rimettere a nuovo i componenti, gestire le scorte dei ricambi, la storia di unità e componenti.
In tutto il settore è diffusa la consapevolezza che la digitalizzazione delle attività di manutenzione non è solo importante, ma anche fattibile per il successo delle operazioni aziendali nel lungo periodo. Nella maggior parte dei casi, la ricettività dipende molto dalla cultura aziendale e dalla maturità digitale di un’organizzazione. In fin dei conti è molto semplice: per ottenere guadagni di valore nell’ottimizzazione della produzione e lungo la catena del valore, è necessario raccogliere e registrare i dati, in particolare le transazioni e gli eventi di manutenzione. L’obiettivo è individuare tendenze e anomalie per supportare il processo decisionale basato sulle informazioni.
Recentemente, le applicazioni con supporto digitale per la raccolta dei dati e i sistemi basati su cloud per la gestione dei dati si sono dimostrati soluzioni ottimali per la gestione delle apparecchiature rotanti. Pertanto, l’utilizzo di strumenti personalizzati specifici per i compressori alternativi sembra essere l’approccio giusto per gestire grandi flotte di questo particolare tipo di macchine che i compressori alternativi rappresentano.
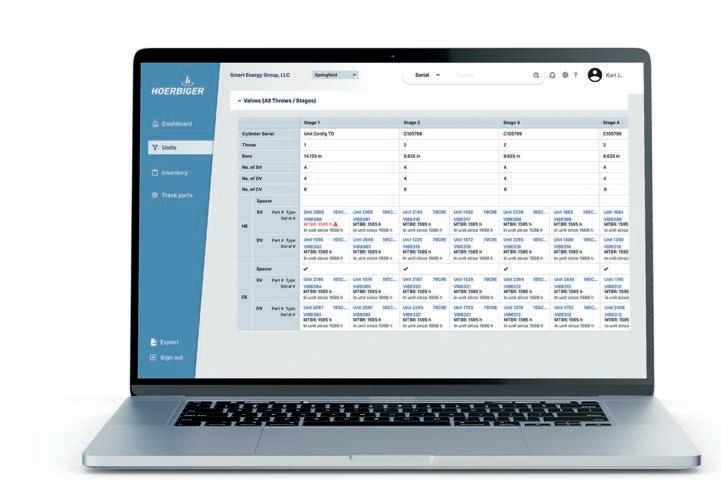
VISTRA® è un sistema basato su cloud che aiuta a gestire in modo proattivo l’inventario dei ricambi dei compressori alternativi e i processi di manutenzione. Il sistema fornisce inoltre importanti informazioni che aiutano a identificare più rapidamente i problemi o i componenti difettosi per ridurre i tempi di fermo del compressore.
HOERBIGER ha utilizzato VISTRA® nei mercati del gas naturale e di processo del Nord America per grandi flotte di compressori alternativi. I clienti riferiscono effetti positivi
sulla gestione delle scorte: è più facile trovare i componenti corretti, ma anche su questioni come l’obsolescenza e l’installazione delle parti che vengono correttamente allocate su una particolare unità. Inoltre, il monitoraggio e la raccolta dei dati relativi alla manutenzione delle parti aiutano a identificare i problemi e ad agire rapidamente. Analizzando i dati ed esaminando il tempo di attesa tra le riparazioni in diversi periodi di tempo, il sistema aiuta ad agire prendendo decisioni congruenti.
Dall’inserimento nel mercato avvenuto nel 2020, ad oggi sono quasi 1.000 i compressori alternativi gestiti dal sistema, con oltre 32.000 componenti serializzati e tracciati. VISTRA® offre molteplici vantaggi agli utenti finali. Può eliminare gli errori di manutenzione, fornire piena trasparenza sullo stato delle scorte e del parco macchine, facilitare l’ordine dei ricambi ed eliminare i ritardi nella manutenzione.
Il sistema aiuta gli utenti finali a ridurre i tempi di riparazione, a massimizzare l’operatività, ad aiutare i clienti a risparmiare denaro rintracciando le parti esatte quando necessarie. Inoltre, gestisce alcuni importanti KPI come, per esempio, l’MTBR anche a livello di componente. I vantaggi per l’utente finale consistono nell’avere un tempo di funzionamento ottimale del compressore, nell’evitare tempi di inattività non pianificati, nel pianificare la manutenzione e di conseguenza ridurre i costi di esercizio. Un altro vantaggio è la centralizzazione dei registri delle riparazioni e dei componenti. Una volta installato, il sistema sostituisce spesso una serie sparsa di registri di manutenzione, riparazione e inventario che alcuni operatori mantengono. In breve, gli operatori di compressori alternativi possono gestire in modo proattivo i potenziali componenti difettosi e aumentare l’affidabilità dell’unità, riducendo così i tempi di fermo del compressore grazie all’utilizzo di VISTRA®.
Questi effetti positivi condivisi con i clienti del Nord America hanno portato HOERBIGER a estendere l’implementazione del sistema ai clienti di tutta Europa e del mondo. I primi compressori alternativi in Europa sono stati incorporati già lo scorso anno. L’implementazione dei dati di altri compressori è attualmente in fase di sviluppo per la raffineria SARLUX in Sardegna (Italia). □


MANUTENZIONE & ASSET MANAGEMENT www.manutenzione-online.com - APRILE 2024 19
Ricardo Comenge, Business Development Manager of Maintenance and Reliability Programs in HOERBIGER Europe
Magnus Terner, Product Manager Digital Offerings and VISTRA® team leader in HOERBIGER worldwide
MANUTENZIONE & ASSET INTEGRITY
SIAMO QUI PER AIUTARVI

Parker dispone di una rete di distribuzione senza paragoni, che garantisce la disponibilità di prodotti e servizi quando e dove ne avete bisogno. Questa rete permette un accesso locale immediato ai ricambi, alla manutenzione, alle riparazioni e alle revisioni per le tecnologie elettromeccaniche, idrauliche, di controllo dei processi, di filtrazione e pneumatiche.
parker.com/it

DIGITAL TWIN negli impianti
Industriali, Standardizzazione Materiali e ottimizzazione Magazzino. Integrazione vincente.
Le grandi innovazioni avvengono nel momento in cui non si ha paura di fare qualcosa di diverso dal solito
La progettazione di un impianto tiene conto delle esigenze della funzione tecnica e di processo del sistema progettato, indipendentemente dal suo grado di complessità. La stessa progettazione inoltre richiede, nella sua fase ideativa, una particolare attenzione riguardo l’affidabilità delle apparecchiature e l’attività manutentiva a cui verrà sottoposto l’impianto nella sua fase di esercizio. La selezione, da parte del progettista, dei materiali strutturali e dei materiali di ricambio e di consumo (per es. guarnizioni, tiranti, tenute, ecc.) avviene nel pieno rispetto della funzione tecnica e di durata della vita operativa e, dove possibile, nel tentativo di rendere sicura, veloce ed economica l’attività manutentiva.
La filosofia di progettazione standard è uno schema seguito dalle grosse realtà industriali al fine di semplificare la gestione

dell’esercizio degli impianti, il magazzino, la manutenzione e conseguentemente la loro affidabilità.
L’affidabilità (reliability) di un sistema, un’apparecchiatura, un circuito, misura la sua probabilità di funzionare correttamente per un tempo predeterminato (tempo di missione) e sotto determinate condizioni.
La definizione di affidabilità è molto sensibile a ciò che viene definito sistema. Per sistema si intende un insieme di elementi materiali e/o non materiali che si comportano come un’unità: il suo fine ultimo è la realizzazione di beni, prodotti o servizi. Normalmente, il sistema è formato da componenti assemblate tra loro e costituisce la parte funzionale di un’apparecchiatura o di un processo, che attraverso una sequenza determinata di operazioni (procedurate) producono un prodotto o un servizio. Il Magazzino materiali, se inserito in un contesto di progettazione standard del sistema industriale, è sicuramente un magazzino efficiente (funzionale e snello). Le giacenze e le movimentazioni possono essere gestite correttamente e la variabilità tra le diverse tipologie di materiale può essere contenuta: si garantisce in questo modo un sicuro risparmio economico, dettato dalla migliore capacità contrattuale e da convenzioni più vantaggiose.
La principale modalità di efficientamento del Magazzino è la standardizzazione massiva

MANUTENZIONE & ASSET MANAGEMENT www.manutenzione-online.com - APRILE 2024 21 MANUTENZIONE & ASSET INTEGRITY
Alessandro
Ligas, Direzione Commerciale Italteleco srl
delle specifiche tecniche degli impianti, che porta ad una netta riduzione delle tipologie di materiali, in particolare quelli di consumo.
Lo schema logico è il seguente:
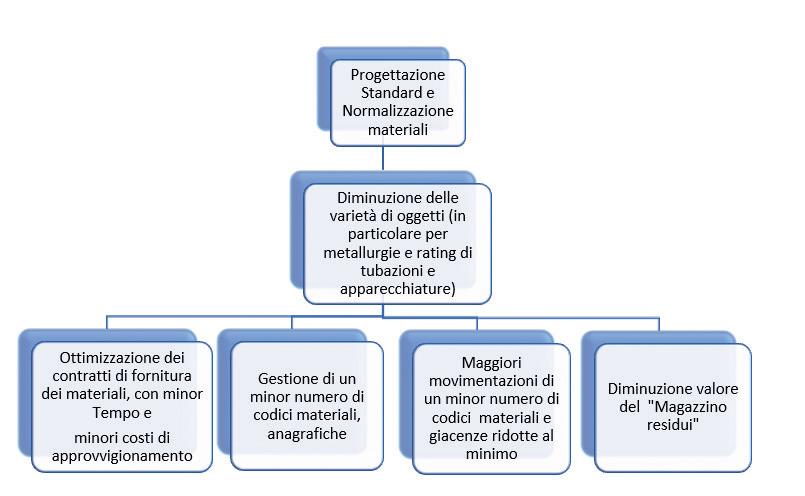
Quindi, l’azione preventiva in fase di progettazione determina:
■ l’ottimizzazione del magazzino (gestione scorte);
■ un conseguente impatto positivo sull’attività manutentiva;
■ il miglioramento della disponibilità operativa dell’impianto, attraverso una migliore affidabilità e minori tempi di manutenzione.
Le azioni che si possono intraprendere, spesso a posteriori, su realtà già in produzione, consistono nella verifica della reale situazione di movimentazione e giacenze degli oggetti a magazzino (materiali bulk, piping e valvole, materiale elettrico dei cavi, valvole strumentali di regolazione e attuatori) e nell’analisi in retroazione su specifiche e standard applicabili. Tali azioni possono essere estese anche alle macchine (principalmente pompe e ventilatori) e sono strettamente interconnesse con le analisi RCM/RBI nell’ambito delle scorte e delle criticità.

Un Impianto complesso, tipico in campo petrolchimico e metallurgico, viene costruito nei decenni in diverse fasi e con continui ammodernamenti tecnologici.
Questo processo graduale implica l’inserimento e la modifica di diverse tipologie di materiali, che si sommano ai materiali originari ancora operativi in diverse porzioni dell’impianto.
Analisi periodiche massive eseguite sulle specifiche delle apparecchiature dell’impianto e sui materiali codificati a magazzino, oggetto di convenzioni e dotati di movimentazione, scorte e giacenze, hanno evidenziato risultati spesso inaspettati.
Nella fase di progettazione e costruzione di un nuovo impianto questi principi potrebbero facilmente essere applicati, in quanto una visione globale dell’opera permette ai progettisti di stimare, prevedere ed ottimizzare la selezione di tutti i componenti del sistema e dei relativi ricambi.
Particolare attenzione deve essere prestata agli Impianti adeguati nel corso del tempo, che presentano tecnologia mista (moderna e originaria), e rappresentano la maggioranza di tutti gli Impianti.
In presenza di una modifica di un impianto esistente potrebbero rendersi necessari l’inserimento di nuovi materiali e la loro convivenza con i materiali esistenti. Questi ultimi sono adibiti alla stessa funzione, presentano un design datato, ma non sono obsoleti dal punto di vista della funzionalità tecnica.
Per il progettista in questo caso si delinea la necessità di svolgere un processo di standardizzazione e normalizzazione dei materiali di una determinata classe.
In questo contesto si inserisce Il Gemello Digitale (Digital Twin), strumento altamente innovativo, che rappresenta un contributo al processo di ottimizzazione dei materiali dell’Impianto o di una porzione di esso.
Il Gemello Digitale rappresenta l’impianto riprodotto digitalmente con l’ausilio dei migliori programmi disponibili.
Lo strumento valuta in maniera efficace la disponibilità e il valore economico di tutti i tipi di materiali, attingendo direttamente dal database disponibile (per es. SAP). Una volta acquisiti i dati disponibili su tutte le tipologie di materiali costituenti l’impianto, sarà possibile selezionare ed individuare graficamente le famiglie di valori e quantità da analizzare e confrontare tra loro.
Nel caso specifico dell’analisi delle tubazioni, si
MANUTENZIONE & ASSET MANAGEMENT APRILE 2024 - www.manutenzione-online.com
22 MANUTENZIONE & ASSET INTEGRITY
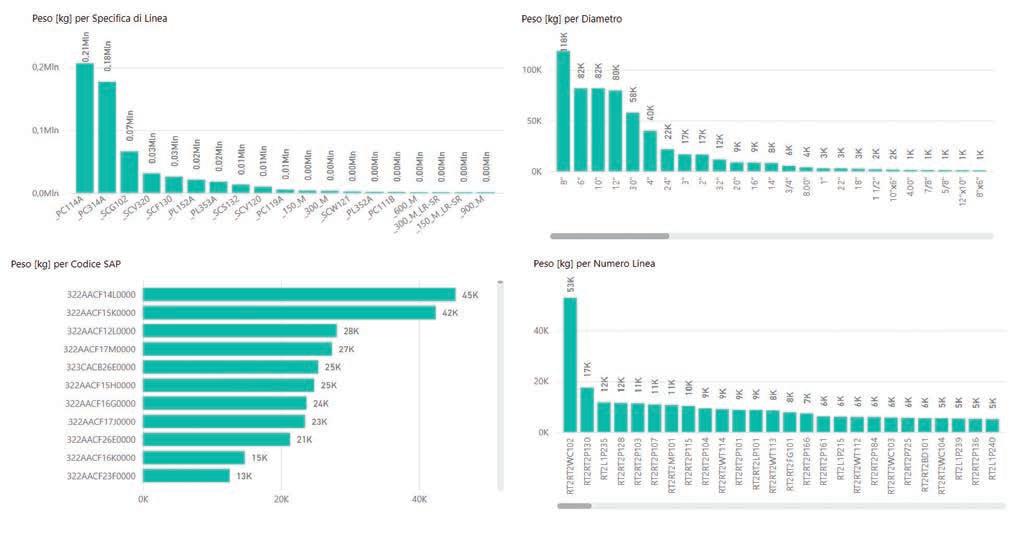
potranno identificare ed aggregare gli oggetti in funzione della classe di tubazione e della linea di appartenenza: si produrrà quindi, attraverso un’approfondita analisi tecnico-economica, un risultato rappresentabile graficamente in maniera compatta ed efficace.
La disponibilità del dato aggregato costituisce un valido contributo alla gestione strategica dei materiali e delle attività manutentive.
Tali aspetti metodologici, applicabili nell’analisi e nella gestione delle informazioni, si inseriscono attivamente nel processo di sviluppo della cosiddetta Industria 4.0.
La scienza dei dati, posta alla base del nostro progetto, si avvale di algoritmi matematici che governano strumenti tecnologici, tra i quali il Gemello Digitale mostra una notevole affidabilità nella sicurezza del dato, nella sua ripetibilità e nella costante verifica del processo di digitalizzazione.
L’aspetto grafico e dimensionale riprodotto in ogni singolo dettaglio (l’impianto viene modellato e riprodotto in 3D) è integrato con l’inserimento di ogni informazione disponibile sui materiali costituenti e sulle informazioni di ingegneria, affidabilità, processo, esercizio e manutenzione. L’inserimento di un’opportuna sensoristica permette di acquisire e gestire le informazioni direttamente dall’impianto e dalle apparecchiature. È possibile popolare il modello mediante le schede anagrafiche dei materiali e con il riferi-
mento di qualunque database disponibile di:
■ Ingegneria
■ Processo
■ Affidabilità
■ Esercizio
■ Sicurezza
Vengono individuati esattamente i materiali oggetto della sostituzione e della manutenzione, secondo la loro posizione e criticità. In particolare, possono essere individuati esattamente i materiali montati ed oggetto dello studio (processo di studio di affidabilità, investimento e manutentivo), classificati ed aggregati secondo l’esigenza e il programma manutentivo. Infine, possono essere avviati al processo di acquisto, secondo le procedure e i contratti in convenzione. Il programma manutentivo viene redatto e perfezionato in funzione della posizione dei materiali nell’impianto.
Lo strumento permette una ottimale gestione dei piani di cecatura con la possibilità di personalizzare sistemi di controllo e allarme durante la fase di inserimento e smontaggio delle cieche.
In conclusione, il sistema Impianto, nuovo o pre-esistente, così implementato sul gemello digitale permette la disponibilità, aggregazione e interconnessione delle informazioni, con un sicuro risparmio di tempi e costi nello svolgimento di tutte le attività di Ingegneria, gestione affidabilità e manutenzione dell’Impianto. □
MANUTENZIONE & ASSET MANAGEMENT www.manutenzione-online.com - APRILE 2024
23 MANUTENZIONE & ASSET INTEGRITY
“Drone in a box”: Sarlux VOLA IN ALTO con l’innovazione tecnologica
Da diversi anni ormai i velivoli UAS, detti comunemente droni, stanno stravolgendo il mondo industriale, ma è nel campo Asset Integrity che è stato compiuto il vero salto di qualità, grazie alla possibilità di eseguire ispezioni capillari degli impianti in modalità automatica

”Sparrow-ONE is taking off”. No, non è un messaggio in codice dell’aeronautica militare. È il sofisticato drone che dai primi mesi del 2024 è operativo per sorvolare i cieli della Sarlux.
Si chiama drone automatico OGI (Optical Gas Imaging), Peso 10 kg, velocità orizzontale massima 43 km/h, 25 minuti di autonomia e tante soddisfazioni. È questo il Data Sheet dello strumento che ha conquistato mente e cuore del team Inspection della raffineria, il quale ha voluto scrupolosamente testarne in casa efficienza e potenzialità.
La Tecnologia “Drone in a box”
La tecnologia è battezzata col nome “Drone in a Box”, il cui concetto è quello di pianificare e gestire le missioni con un drone automatico, programmato per volare da/a un base fissa, ricaricarsi ed essere nuovamente operativo per la successiva missione. Quest’ultima è sempre monitorata da remoto ed in real-time “Nulla è assoluto, tutto è relativo”, dipende dal punto di vista. Si, perché grazie a questa

tecnologia, il punto di vista di chi osserva, ma soprattutto la frequenza e la capillarità del controllo vengono amplificati.
L’obiettivo è quello di poter monitorare a 360 gradi lo stato di funzionamento degli assets (ed in generale dell’intero sito).
Il principio di funzionamento è semplice e intuitivo, il tutto gestibile dall’ufficio ma con sguardo attento sul software dedicato: Fase 1) Pianificazione della missione. Attraverso la mappa geofenced integrata si identificano i bersagli da monitorare, la data, l ’ora del decollo ed il percorso da seguire;
Fase 2) La box si apre: la missione inizia. Da questo momento è possibile seguire il volo in Real time. Il tutto inizia e finisce in maniera automatica, salvo diverse indicazioni da parte dell’operatore;
Fase 3) La missione è conclusa. Il drone torna a casa e atterra sul suo tappeto rosso, la box si chiude. Un automatismo fa sì che si attivi la ricarica delle batterie e il download dei preziosi dati.
Il trasferimento e l’archiviazione dei dati è

MANUTENZIONE & ASSET MANAGEMENT APRILE 2024 - www.manutenzione-online.com MANUTENZIONE & ASSET INTEGRITY
24
Laura Delogu, Inspection technologist, Sarlux
Figura 1)
Immagini del drone automatico con camera OGI
criptato e inaccessibile, livello di sicurezza certificato dalla NSA (National Security Agency) come “TOP Secret”, con protocollo a 256 bit. Al termine della missione è possibile infatti consultare, scaricare ed archiviare il materiale quali foto, filmati, scansioni 3D, ma anche ricevere e visualizzare eventuali alert del sistema. Il software, previa analisi di chi gestisce le operazioni, restituisce un report riassuntivo, in cui vengono riportati i risultati con coordinate, foto ed istante preciso (con tanto di bookmark nel video) in cui sono state rilevate le immagini. Se necessario è possibile ripetere l’operazione tal quale e monitorarne l’evoluzione nel tempo. Le immagini immortaleranno il bersaglio niente di meno che alla medesima coordinata in cui era stato catturato in precedenza. Non solo, durante la missione automatica, il pilota è padrone di interrompere le operazioni in qualsiasi momento ed acquisire il controllo in manuale, ad esempio, per analizzare meglio un dettaglio, oppure semplicemente per spostare l’attenzione su un nuovo particolare.
Il sistema sUAS
In generale il sistema è definito come sUAS (small Unmanned Aircraft System) ossia un piccolo sistema aereo altamente automatizzato senza pilota, il cui hardware è composto da due blocchi principali:
- Il Drone automatico, un quadricottero gestito da un software alimentato da Computer Vision, applicazioni AI in tempo reale e un sistema di comunicazione telemetrica.;
- La Stazione Base, la quale ricorda la forma di uno scrigno e come tale accoglie il drone, lo protegge dalle intemperie e lo prepara al decollo e all’atterraggio. Comprende inoltre un’unità di controllo della temperatura e una stazione meteorologica, proprio per fornire le informazioni necessarie ai dovuti check prima di ogni decollo.
La termografia
Quando si parla di Asset Integrity, non si può non parlare di screening termografico. La termografia, infatti, mediante la misurazione delle radiazioni infrarosse, si configura come una modalità di analisi non invasiva, ed è capace restituire risultati analitici cruciali per la prevenzione dei guasti di un impianto. Si pensi banalmente ad una coibentazione ammalorata o all’intasamento di una linea che, a causa della variazione della forza motrice termica verrebbe inficiato inevitabilmente il processo e di conseguenza
l’integrità dell’apparecchiatura. Grazie al payload termocamera e ai 48 Mp di risoluzione, è possibile rilevare e quantificare le eventuali anomalie termiche. Non solo, le immagini riprese e le foto scattate, diventano la base per una rielaborazione termografica completa per studiarne cau se e rimedi. Ed è qua che viene colta appie no l’importanza e l’utilità della comparazione delle immagini.
La tecnologia OGI

Dal nome stesso Drone Automatico OGI, si può già intendere quale sia la tecnologia principe. Optical Gas Imaging, così racconta l’acronimo, è una tecnica all’avanguardia per la ricerca di fughe di gas a matrice idrocarburica, derivanti dal malfunzionamento o compromissione delle apparecchiature che li contengono.
Il payload è infatti costituito dall’OGI camera, che per peso e potenza di acquisizione giustifica la ridotta (anche se comunque accettabile) autonomia di volo. Il principio di funzionamento utilizza la banda infrarossa a onde medie 640 x 512 HOT (alta temperatura di esercizio) ed è progettata per rilevare e visualizzare i gas di idrocarburi, tra cui metano, propano e butano. Una ottimizzazione dell’immagine conferisce al gas identificato la tipica colorazione verde, che su sfondo in bianco e nero, rende facilmente identificabile l’eventuale emissione.
I test sul campo
Potenzialità ed efficienza lette sulla carta non potevano non essere testate sul campo. A fine 2022 è stata effettuata una demo articolata per testarne le reali capacità. I risultati sono stati soddisfacenti e per certi versi anche al di sopra delle aspettative.
La prima e fondamentale operazione da intraprendere con un drone intelligente è certamente la mappatura dell’area di ispezione, fondamentale per stabilire i battery limits, ma anche per gettare le basi sul database da popolare.
Durante la demo, sono state condotte delle ispezioni visive e termografiche su alcuni assets e subito è stato evidente come il drone consenta controlli molto capillari in tempi rapidi. Sono stati sufficienti 6-7 minuti in totale per portare a termine la missione. Durante la ripresa dall’alto è stato possibile effettuare snapshot che a fine lavori sono stati incorniciati nel report riassuntivo, pronti per essere

Figura 2)
MANUTENZIONE & ASSET MANAGEMENT www.manutenzione-online.com - APRILE 2024 MANUTENZIONE & ASSET INTEGRITY
25
Drone in a box: il Sistema sUAS con base fissa
Figura 3) Scansione termografica eseguita su una sotto-stazione elettrica

analizzati dagli esperti. E tutto con pochi click. È stato effettuato anche un test relativo alla distanza massima di rilevamento (400 m), test superato a pieni voti.
A titolo di esempio sono riportate 2 immagini esemplificative delle termografie eseguite, in cui è possibile apprezzare un profilo termico omogeneo, sintomo di buono stato dei sistemi analizzati. La Figura 3, che mostra i risultati della scansione eseguita su una sotto-stazione termica, ha richiesto il setup di alcuni parametri necessari all’algoritmo (es. emissività) per stimare i valori di temperatura. Ma già la sola valutazione qualitativa di un camino mostrato in Figura 4, dona un impatto visivo facilmente interpretabile e riconducibile ad un buono stato del sistema.
Un’altra peculiarità del programma è l’invio di warning istantanei al rilevamento di un’anomalia, anche se al di fuori dello scopo del lavoro della missione. Se, all’interno del raggio di azione di 400 metri, fosse presente una eventuale perdita di gas, questa verrebbe prontamente segnalata.
Tra le altre funzionalità sfruttabili è sicuramente interessante la funzione point cloud (esempio in Figura 6), che grazie alle nuvole di punti disegna fedelmente la zona selezionata. La funzione 3D restituisce risultati ugualmente interessanti (Figura 7). Altre funzioni minori rendono comunque il sistema piacevolmente sfruttabile, come per esempio il calcolatore


Figura 4)
Scansione termografica di un camino
dell’elevazione AGL (Above Ground Level) oppure il calcolo di distanze, volumi, superfici e altezze relative. Utile anche questo, ad esempio, per valutare ingombri e assetti durante le azioni di manutenzione o semplice mobilitazione di mezzi.
I sistemi di sicurezza
L’obiettivo di un sistema di monitoraggio in real-time, fermo restando l’acquisizione di dati, è quello di non interrompere mai il contatto comunicativo con l’operatore e con la base di controllo. L’area su cui agisce il drone è “geofenced” nel database, ovvero, previa analisi del sito, viene definita e delimitata la zona di volo concessa entro la quale il drone potrà volare, detta “free fly-zone”. Di conseguenza esisterà una zona proibita al volo “no fly-zone” e una o più zone adibite agli atterraggi di emergenza “safe-zone”. Le numerose procedure di emergenza devono assicurare che il drone rimanga all’interno della geografia di volo.
Il sistema è dotato di due canali di comunicazione indipendenti per impedire agli UAS di uscire dal volume operativo. Il canale di comunicazione principale è utilizzato per il controllo regolare delle missioni, mentre Il canale secondario è progettato specificamente per situazioni di emergenza. In caso di necessità questo sovrascrive tutti gli altri comandi UAS e consente al pilota remoto di terminare immediatamente il volo.

MANUTENZIONE & ASSET MANAGEMENT APRILE 2024 - www.manutenzione-online.com
MANUTENZIONE & ASSET INTEGRITY 26
Figura 6
Parco sfere serbatoi ricostruito con Point cloud
Figura 7
Elaborazione 3D di un serbatoio
Figura 6
Figura 7
Qualora i due sistemi dovessero contemporaneamente andare fuori uso, l’UAS ha anche una funzione “Vision Hold” che, in caso di perdita GPS (Global Positioning System), consente al sistema di mantenere la posizione in volo e cercare di recuperare il GPS.
Inoltre, su richiesta specifica dell’EASA (European Union Aviation Safety Agency) sul sistema è stato implementato un ulteriore comando “SOS”, ossia un sistema di emergenza che bypassa tutti i comandi attivi o in coda, e ordina l’immediata sospensione della missione. Il drone atterrerà quindi nella safe-zone più vicina. In ultimo, non poteva mancare il sistema di salvataggio con paracadute. In caso di avaria e perdita di quota e/o controllo da remoto, una fonte di alimentazione dedicata si attiva per distribuire il paracadute e ammortizzare la caduta dall’alto.
Il protocollo aereonautico
Il sistema Drone in a Box nasce per funzionare in modalità BVLOS (Beyond Visual Line of Sight). Con questo termine vengono definiti i voli UAS che avvengono al di fuori della portata visiva diretta del pilota.
L’operatore UAS svolge la sua attività in modo responsabile e sicuro, seguendo le regole stabilite dalle autorità competenti per garantire la sicurezza dei voli e la protezione della privacy delle persone. Deve gestire il piano delle missioni e si adopera per coadiuvare la schedulazione delle operazioni e non interferire con eventuali attività parallele calendarizzate dall’ENAC (Ente Nazionale per l’Aviazione Civile).
Purtroppo ad oggi in Italia, l’esperienza certificata sul BVLOS è ancora troppo acerba e le autorità aereonautiche italiane sono molto prudenti riguardo l’adozione della normativa Europea che regolamenta il BVLOS, scoraggiando l’adozione di questa tecnica. Diventa infatti complicato posare sulla scrivania dell’ENAC un piano che sfrutti appieno la tecnologia. Proprio per questo, almeno in attesa che la modalità BVLOS venga completamente recepita, un buon compromesso è stato quello di tararsi sulla modalità VLOS (Visual Line of Sight) Questa modalità prevede che il drone voli sotto raggio visivo diretto di un osservatore. Non cambierà la libertà dell’operatore di gestire il tutto da remoto, ma durante ogni missione sarà necessario ed obbligatorio tenere il drone a diretta portata visiva di un osservatore dedicato.
Punto di vista e frequenza di monitoraggio
Controllo, Precisione e minimizzazione della soggettività: sono questi quindi gli ingredienti che rendono appetibile l’utilizzo di un drone automatico, dotando chi osserva di potenti strumenti per un ulteriore valore aggiunto alla propria esperienza tecnica di ispettore. Durante la mappatura, gli item vengono identificati con una coordinata e sarà con questa che il software li riconoscerà. All’interno del database, infatti, che riporta fedelmente la geografia del sito, sarà possibile cliccare sull’item specifico per aprire lo storico con foto e video. Analogamente, le anomalie rivelate, saranno catalogate con coordinate precise e ricondotte all’item di appartenenza. E così, bloccate le coordinate nello spazio, sarà la comparazione di immagini nel tempo a studiare l’integrità dell’asset Un’alta frequenza di ispezione, seppur qualitativa, intendiamoci, permette di pianificare e gestire la situazione in maniera mirata e precisa, cosa che, in assenza di questo strumento, potrebbe necessitare approfondimenti ripetuti sul campo che richiederebbero sicuramente tempi più lunghi. Ma attenzione, l’azione umana c’è e ha sempre voce in capitolo. L’obiettivo del Data Acquisition con il drone non potrà mai essere quello di sostituire gli occhi e la mente esperta dell’ispettore, perlomeno non in senso assoluto. Tale strumento, solamente se affiancato alla professionalità di chi analizza i dati potrà davvero dare valore aggiunto al risultato. Chi detiene le redini dell’integrità e della sicurezza in un luogo ad alto rischio come una raffineria, sa già come gestire gli alert segnalati, ma è grazie a questi che potrà monitorarne l’insorgenza e l’evoluzione nel tempo. Saranno minimizzati i tempi di reazione e di conseguenza gli effetti di un potenziale problema di asset integrity.
In conclusione, non si tratta solo di accuratezza dell’immagine e velocità di reperimento del dato, ma è il fatto di poter avere a disposizione uno strumento efficace, veloce, intelligente e sicuro, che dia gli strumenti per analizzare un problema istantaneamente. È la definizione stessa di Asset Integrity Management sul campo, con l’opportunità di poter studiare dall’alto tutto ciò che da terra non è possibile osservare, non in maniera così immediata, perlomeno.
“Sparrow-ONE is landed”.
Missione compiuta. Volare per credere. □
MANUTENZIONE & ASSET MANAGEMENT www.manutenzione-online.com - APRILE 2024
MANUTENZIONE & ASSET INTEGRITY 27
Dalla RIVOLUZIONE DIGITALE all’involuzione delle competenze
Un’analisi dei rischi a cui la rivoluzione digitale espone i tecnici di manutenzione a causa di un progressivo impoverimento delle loro competenze
 Stefano Sanna, Head of Power & Utilities Industrial Technology
Stefano Sanna, Head of Power & Utilities Industrial Technology
La rivoluzione digitale, che sta interessando il mondo dell’industria, rappresenta un fondamentale passaggio per un miglioramento di tutti i processi che accadono al suo interno.
Se pensiamo alla gestione degli impianti, la digitalizzazione oggi permette un’automazione elevatissima, con logiche di gestione complesse ed avanzate e con conoscenza dei parametri di funzionamento supportati da modelli sempre più affidabili e realistici. Nel mondo della manutenzione la stessa modellizzazione degli impianti è in grado di fornire moltissime indicazioni sul loro stato, permettere un’ottimizzazione di tutte le attività da eseguire, sia nella pianificazione dei tempi che nella gestione degli spazi disponibili. Questo avviene attraverso l’utilizzo delle tante tecnologie abilitanti che la digitalizzazione mette a supporto della manutenzione. Un esempio su tutti sono le modellizzazioni in 3D degli impianti. L’aspetto su cui vogliamo far riflettere è il continuo legame che deve sempre esistere tra crescita digitale e crescita delle competenze. Nel momento i cui questo legame venisse a mancare verrebbe a crearsi un vuoto di competenze tale da vanificare i vantaggi che la rivoluzione digitale è in grado di apportare.
Alcuni anni fa i sistemi di machine learning si sono proposti al mondo della manutenzione come sistemi taumaturgici per individuare i potenziali guasti di un impianto o macchina. La loro capacità di previsione era tanto più ampia nel tempo quanto più
il programma era in grado di apprendere o auto apprendere.
La ricetta proposta era: dare in pasto al programma tutte le variabili possibile del sistema e le informazioni sui guasti avuti dallo stesso. Il machine learning, correlando guasti e variabili, sarebbe stato poi in grado di prevedere tutta la famiglia dei guasti conosciuti con un anticipo temporale sempre più importante.
In realtà nell’utilizzare questi programmi ci si è resi conto di due aspetti fondamentali:
1. Le variabili da utilizzare non potevano essere tutte ma bisognava capire bene quali dovevano essere utilizzate sulla base di una profonda conoscenza della macchina da controllare
2. L’istruttore del machine learning doveva avere non solo le conoscenze digitali adeguate ma ancor di più doveva conoscere la macchina da controllare.
Quando questo due aspetti erano rispettati il sistema aveva un’affidabilità elevata. Al mancare di uno solo di questi due aspetti si cadeva nel campo dell’inutile se non del dannoso.
Pertanto, l’elemento necessario per avere garanzia del funzionamento dei nuovi sistemi digitali e del loro effettivo vantaggio consiste nell’avere in manutenzione figure tecniche ad altissima professionalità, sia nel campo digitale sia nel campo delle apparecchiature che si vogliono controllare.
Per meglio spiegare quanto detto prendiamo un’applicazione in ambito meccanico del
machine
learning.
MANUTENZIONE & ASSET MANAGEMENT APRILE 2024 - www.manutenzione-online.com MANUTENZIONE & ASSET INTEGRITY
28
Nella meccanica i sistemi di machine learning hanno valore se applicati a macchine complesse quali compressori oppure pompe di elevata potenza dove, oltre alla parte meccanica, bisogna aggiungere un’importante conoscenza elettro strumentale e di tutto il processo in cui la macchina è inserita. Solo su queste basi è possibile realizzare un modello valido da istruire che nel tempo sarà in grado di anticipare le dinamiche della macchina prevenendone possibili criticità.
Tutti questi elementi confluiranno nel miglior risultato possibile quando il tecnico è convinto nella capacità del machine learning di prevedere i comportamenti della macchina e contribuirà con le sue abilità a costruirla ed istruirla.
Il ruolo del tecnico di manutenzione è determinante non solo nello sviluppo digitale dei modelli ma soprattutto nel loro mantenimento ed eventuali miglioramenti. Il tecnico dovrà costantemente aumentare le proprie competenze sia digitali che tecnico-operative per garantire il mantenimento dei vantaggi conseguiti nella rivoluzione digitale. Il ruolo delle competenze del tecnico di manutenzione è determinante. Le competenze del tecnico devono crescere all’aumentare della complessità.
Ma nella manutenzione vi sono applicazioni che richiedono lo stesso livello di crescita delle competenze ma che, non avendo un’applicazione continua nel tempo, rischiano di non tenere il passo alla crescita della complessità tecnologica delle attrezzature rendendo così le competenze ogni giorno più obsolete.
Se ad esempio ci spostiamo nel mondo delle protezioni elettriche di alta tensione, il rischio di un rapido impoverimento delle competenze è elevatissimo. Le poche case produttrici di protezione elettriche di AT tendono sempre di più a tenere riservato il loro know-out sulle protezioni che diventano delle black- box per chi le acquista e delle semplici macchine programmabili per il tecnico installatore.
Nel momento in cui c’è un problema sulla protezione oppure un intervento della protezione spurio, abbiamo che il fornitore demanda alla sua ingegneria, normalmente localizzata dall’altra parte del mondo, la soluzione del problema mentre il tecnico di impianto non ha nessun confronto tecnico sia con il programmatore della protezione, che si ferma alla mera programmazione, sia

con l’ingegneria che non accetta nessun confronto tecnico diretto. Le sole informazioni che il tecnico di manutenzione possiede su cui lavorare per capire cosa è successo vengono filtrate dalla casa costruttrice della protezione che gli fornisce solo quello che ritiene strettamente necessario dare come informazione. Può pertanto capitare che il guasto rimanga inspiegabile, anziché diventare momento per accrescere le competenze. Siamo davanti ad un meccanismo opposto a quello virtuoso: il tecnico di impianto davanti alla tecnologia digitale perde terreno e competenza senza possibilità di crescere non ricevendo nessuna conoscenza aggiuntiva legata agli eventi vissuti. In conclusione, la rivoluzione digitale può risultare una grande occasione solo se accompagnata dalla crescita dei tecnici di manutenzione che sono in grado di utilizzarla. Se la rivoluzione digitale rimane dentro le black box e nella testa di gruppi di ingegneria impermeabili a qualunque dialettica tutto questo porta al rapido inaridimento delle competenze dei tecnici di manutenzione che subiranno una progressiva analfabetizzazione sul nuovo mondo tecnico che li circonda. □
MANUTENZIONE & ASSET MANAGEMENT www.manutenzione-online.com - APRILE 2024 MANUTENZIONE & ASSET INTEGRITY
29
Il futuro dei tecnici: un viaggio alla scoperta dell’ITS “A. Cuccovillo”
Roberto Vingiani, Direttore Tecnico, racconta il percorso di successo dell’ITS Cuccovillo e offre consigli preziosi per i giovani in cerca di orientamento tra lavoro, formazione tecnica e università

Una bella scoperta, il mondo degli ITS: silenzioso agli occhi di molti ma fondamentale per lo sviluppo del territorio.
Ho avuto il privilegio di confrontarmi con il presidente della Fondazione “ITS Cuccovillo”, la dottoressa Lucia Scottarella, e con il dirigente tecnico, l’ingegnere Roberto Vingiani, su temi legati alla formazione “del fare”.
La visione strategica e la sinergia creata con gli enti pubblici hanno permesso di attivare, a partire dal 2010, una struttura formativa in linea con le esigenze produttive del territorio pugliese.

I numeri sono impressionanti: 850 iscritti, 57 corsi attivati, con un tasso di inserimento pari al 94% all’interno delle province di Bari e Bat, il tutto in soli 12 anni.
Una storia di successo, un modello di integrazione territoriale vincente e innovativo.
Antonio Lotito
buto di Confindustria Bari-Bat e delle Aziende del Territorio ha consentito di costruire un progetto che è cresciuto in maniera continuativa nel tempo. Questa sinergia ha permesso l’avvio del primo corso nel 2011 che, attraverso una strategia lean di miglioramento continuo, ha portato ad un aumento costante dei corsi che, ad oggi, si attesta a 57 corsi complessivi avviati con oltre 850 ragazzi diplomati.
Gli utenti da quale percorso di studi provengono? E di che età?
In che periodo storico è nato l’ITS Cuccovillo? E quale è stata da subito la sua mission?
L’ITS Antonio Cuccovillo è nato nel 2010, uno dei primi ITS nati in Italia, ed ha partecipato alla fase di realizzazione dei profili professionali poi individuati dal Ministero dell’Istruzione. Era un periodo nel quale non si conosceva l’importanza della formazione
terziaria dei tecnici specializzati, così come invece avveniva da decenni in altre parti di Europa e, in particolare, in Germania, ma era evidente il bisogno imperativo, da parte delle Aziende, di figure che potessero rispondere alle proprie necessità, in particolare in ambito innovativo.
Dal primo momento, è stato fondamentale creare uno stretto legame con il mondo del lavoro ed il contri-
I partecipanti ai nostri corsi provengono da percorsi di studio di ogni tipologia, come del resto accade per le Università. Ovviamente, in prevalenza, possiedono il diploma tecnico in meccanica/meccatronica, elettrico/ elettronico e informatico, ma, ultimamente, sono in aumento gli studenti provenienti dai licei, in particolare scientifici. È altrettanto interessante notare come si possano raccontare storie di successo di ragazzi provenienti da percorsi apparentemente non attinenti e che, nel corso del biennio, sono in grado di dimostrare il proprio valore. Anche perché molto motivati nella scelta.
La maggior parte dei ragazzi accede ai nostri corsi subito dopo il diploma
A.I.MAN. - #PUGLIALOCOMOTIVA A.I.MAN. Associazione Italiana Manutenzione @assoaiman @aimanassociazione @aimanassociazione
Rubrica a cura di Antonio Lotito

di istruzione secondaria superiore, ma sono in aumento coloro che, dopo aver provato ad entrare nel mondo del lavoro o universitario, hanno compreso la loro necessità di incrementare le proprie competenze attraverso una metodologia tecnico-laboratoriale o di rimettersi in gioco.
L’iscrizione ai nostri corsi, però, non prevede limitazioni di età, per cui abbiamo anche diversi studenti con età superiore ai 30 anni che, attraverso i nostri corsi, cerca di attivare i processi di upskilling e reskilling, oggi necessari per essere integrati nel mondo del lavoro.
Il lavoro di questi ultimi anni è quello di riuscire anche ad avvicinare, alle
discipline STEM ed al nostro ITS, le ragazze perché sono sempre troppo poche; tenendo anche presente che le nostre specializzazioni sono sicuramente idonee al mondo femminile.
Infatti le studentesse che effettuano la scelta di iscriversi presso di noi ottengono sempre degli ottimi risultati, coadiuvati dalla volontà delle Aziende di integrare donne all’interno della propria organizzazione tecnica.
Quali sono i percorsi formativi che offrite? E qual è il tasso di occupazione in uscita?
Come è noto, la meccatronica è una disciplina molto trasversale, flessibile, adattabile ed è fondamentale nella Digital Transformation delle Imprese. E, infatti, attraverso l’ascolto ed i confronti continui con le aziende partner, abbiamo realizzato corsi che operano in tantissimi settori industriali ed aree aziendali.
Infatti, i nostri corsi, oltre a quelli legati alla produzione ed automazione più generica, si occupano di settori quali Automotive, Additive manufacturing, Biomedicale, Ferroviario, Siderurgico, Idrico, Packaging e Cartografica, Agroalimentare ed altri. All’interno di questi settori, forma i nostri studenti in aree aziendali quali: Produzione (operatori e programmatori CNC,
qualità, sicurezza, lean, …), Programmazione (software industriale, PLC, Robotica, Digital Twin, sistemi 4.0, …), Progettazione 3D, Manutenzione. La manutenzione, in particolare, viene analizzata da diversi punti di vista, ovvero sia come metodologie, che partono da quella tradizionale e a guasto, per arrivare alla manutenzione predittiva 4.0, e quindi con tutte le tecnologie più innovative, ed è realizzata sia sugli impianti industriali, con corsi in quasi tutte le nostre sedi distaccate, ma anche sugli impianti biomedicali, sulle autovetture e sul sistema ferroviario.
Le specializzazioni che noi ci sentiamo di proporre ai ragazzi sono soprattutto quelle legate alla programmazione industriale ed alla manutenzione, in quanto oggi sono le specializzazioni maggiormente richieste ed è per questo che noi le differenziamo sotto vari aspetti; ma tutti i corsi erogati sono progettati e programmati su precise richieste da parte delle aziende li richiedono e sono, quindi, sempre vincenti. Non è casuale che molti nostri corsi sono infatti realizzati in modalità duale, ovvero realizzati in collaborazione con singole Aziende, ma su tematiche fortemente spendibili sul Territorio La varietà dei nostri corsi e la strategia di realizzarli in stretta collabora-

A.I.MAN. - #PUGLIALOCOMOTIVA A.I.MAN. Associazione Italiana Manutenzione @assoaiman @aimanassociazione @aimanassociazione
Roberto Vingiani, Direttore Tecnico, ITS Cuccovillo
zione con le aziende, ci consente di raggiungere risultati molto alti di placement, oltre il 92%, con il dato ancora più importante del 94% dei ragazzi occupati che resta in Puglia, a dimostrazione di un sistema efficiente e di un Territorio che consente ai ragazzi di costruire il proprio futuro nella propria regione.
L’istituto riesce a soddisfare le richieste dei futuri tecnici, con il saper fare?
Come già anticipato, i corsi nascono dall’incontro con le aziende e con il Territorio. Questo consente di creare delle competenze in uscita perfettamente rispondenti alle necessità espresse.
La metodologia del “saper fare”, insieme alle docenze effettuate con almeno il 60% dei docenti provenienti dalle Imprese e dal mondo del lavoro, è l’elemento fondamentale che consente ai ragazzi di apprendere in maniera diretta e più semplice, grazie
alla possibilità di applicare immediatamente ciò che si è imparato in teoria ed al trasferimento dell’esperienza vissuta da parte dei docenti aziendali. Alle docenze viene affiancato un periodo di tirocinio in azienda di 800 ore che fornisce ulteriori competenze pratiche agli studenti, ma anche le soft skills necessarie per affrontare un’esperienza lavorativa in un contesto aziendale. È lo strumento vincente che rende questi ragazzi immediatamente pronti per il mondo del lavoro e le aziende consapevoli di poter trovare dei tecnici idonei ai propri bisogni.
Con i fondi del PNRR, peraltro, stiamo realizzando il Digital Transformation
Hub 4.0, ovvero un laboratorio di circa 3000 mq, dove sarà possibile sviluppare le competenze pratiche, sia tradizionali che altamente innovative e digitali, per supportare la formazione dei nostri futuri tecnici, ma anche per creare ulteriori sinergie con il Territorio, Scuole e d Aziende.
Che consiglio darebbe agli istituti tecnici e professionali, per sviluppare al meglio i talenti dei ragazzi?
È necessario che gli studenti degli Istituti Tecnici e Professionali possano, nel corso degli anni comprendere meglio le proprie abilità per poterle sviluppare meglio ed effettuare una scelta consapevole al termine del percorso, dove l’ITS rappresenta una strada per raggiungere questo obiettivo finale.
Per tale motivo diventa importante la collaborazione tra ITS e gli istituti, in quanto sarebbe ancora più vincente la strategia di creazione di CV in filiera per poter raggiungere obiettivi formativi più elevati. Questo è il criterio con cui quest’anno sono stati avviati, da parte del Ministero, dei progetti sperimentali, denominati 4+2, che prevedono 4 anni di corso negli istituti tecnici e professionali + 2 anni di ITS, attraverso una collaborazione sui cv in accordo anche con le Aziende

A.I.MAN. - #PUGLIALOCOMOTIVA A.I.MAN. Associazione Italiana Manutenzione @assoaiman @aimanassociazione @aimanassociazione

per avvicinare sempre più i ragazzi alle realtà ed ai bisogni del territorio. In realtà, un consiglio da fornire a tutti gli Istituti e Licei, è quello di consentire ai ragazzi di conoscere il Sistema ITS in quanto è sempre importante che i ragazzi siano consapevoli di tutte le opportunità che il territorio offre. Parliamo del loro futuro ed è giusto che siano liberi di scegliere. Purtroppo, oggi, non tutte le scuole aprono le proprie porte agli ITS, negando così ai ragazzi il diritto di informazione.
Quale consiglio vuole trasmettere ai ragazzi che si trovano a scegliere tra mondo del lavoro, ITS ed Università?
La scelta che i ragazzi devono affrontare al termine del loro percorso di studi obbligatorio è sicuramente molto complessa e si è sommersi da tanti dubbi.
Quello che il mondo del lavoro ci evidenzia è che le competenze della scuola talora sono insufficienti ed, in

particolare, non sono sempre sono in linea con alcune aspirazioni di crescita che i ragazzi legittimamente possono sentire.
Per questo motivo, proseguire il proprio percorso con una specializzazione più attinente a dette aspirazioni diventa una scelta consigliata. ITS ed Università rappresentano due soluzioni che non sono assolutamente in concorrenza, ma che mirano ad
obiettivi differenti, con la consapevolezza che le aziende hanno bisogno sia di tecnologi specializzati che di laureati.
Gli ITS offrono un corso che, in tempi ristretti, consente ai ragazzi di entrare rapidamente in contatto con il mondo del lavoro e, anche grazie al tirocinio, di acquisire competenze utili per un accesso in Azienda sul nostro territorio. □
A.I.MAN. - #PUGLIALOCOMOTIVA A.I.MAN. Associazione Italiana Manutenzione @assoaiman @aimanassociazione @aimanassociazione
“C’èManutenzioneXTe!” on tour
Ogni mese la nostra rivista raggiunge gli stabilimenti più importanti e rinomati d’Italia

Tappa numero 11
Questa tappa del nostro viaggio ci ha portati presso lo stabilimento di Faro Industriale a Piacenza, dove siamo stati accolti da Gaetano Fiumara, il Responsabile della Manutenzione.
Insieme a Cristian Son, Responsabile Relazioni Esterne di A.I.MAN. Associazione Italiana Manutenzione, il nostro team ha avuto il privilegio di esplorare le operazioni di produzione di cuscinetti standard e speciali.
Durante la visita, abbiamo avuto l’opportunità di comprendere meglio il processo produttivo completo, gestito con cura e precisione in ogni fase, dall’inizio alla fine.


“Vuoi ospitare anche tu il tour di “C’èManutenzioneXte!” con una visita al tuo stabilimento/impianto?
Scrivici a manutenzione@manutenzione-online.com o contatta direttamente il direttore marco.marangoni@aiman.com
MANUTENZIONE & ASSET MANAGEMENT APRILE 2024 - www.manutenzione-online.com
C’ÈMANUTENZIONEXTE!
34

Mistery Manut Tales: La Manutenzione sono io, la Manutenzione sei tu!

Una voce per dire quello che non si può dire. Storie di Manutenzione, discussioni, voci di esperti: segui il podcast di EuroMaintenance 24
Non perdete nessun episodio del nuovo podcast: Mistery Manutdiventerà il vostro confidente nel mondo della manutenzione industriale. Sotto il mio alias di potremo addentrarci nei meandri della manutenzione e tramite la mia voce potrete raccontare storie che spesso rimangono nell’ombra. Sarò la vostra “voce della verità”, il narratore delle esperienze che molti nel settore vorrebbero condividere ma spesso non possono.
È vero che noi ci occupiamo di Manutenzione, eppure, quando piove, l’acqua ci sgocciola in testa dal soffitto
Esplorando il Mondo della Manutenzione
In questo podcast, esploreremo il mondo della manutenzione industriale in Italia. Affronteremo le sfide quotidiane, discuteremo di come analizziamo i rischi e ci concentreremo sulla sicurezza. Il mio anonimato mi consente di essere sincero e di raccontare la realtà di come affrontiamo la manutenzione ogni giorno.
Nella mia azienda, purtroppo, la manutenzione non è considerata un elemento basilare per gestire completamente l’attività. Spesso viene sottovalutata, e si tende a concentrarsi maggiormente sulla produzione e sugli aspetti finanziari
Per i clienti, la priorità è sempre – a dispetto di quanto viene dichiarato – sugli aspetti economici
Il vero problema sono le persone che si occupano di sicurezza. Una volta, questa era gestita da personale tecnico con lunga esperienza in campo, oggi no


EPISODIO 1: QUEST’ANNO
C’È EUROMAINTENANCE 2024

Non perdete le mie storie solo su queste pagine, ma anche attraverso i principali social media. Scrivetemi a misterymanut@gmail.com se avete domande o se volete condividere le vostre storie.
www.manutenzione-online.com - APRILE 2024
MISTERY MANUT EUROMAINTENANCE24#YOU
Come stiamo andando?
Ovvero la verifica dei risultati o monitoraggio del livello di servizio
L’importanza di valutare il livello di servizio della manutenzione come fattore di profitto, promuovendo l’uso di indicatori chiave di prestazione (KPI) e l’adozione di approcci ingegneristici come la Total Productive Maintenance (TPM)
a cura di Francesco Maria Cominoli, Maintenance Engineering Senior Consultant e past Vice President A.I.MAN.
L’articolo di marzo trattava della doverosa percezione della Manutenzione come fattore di profitto, attribuendo una “speranza di successo” ad ogni azione migliorativa finalizzata all’ottimizzazione del mix delle quattro politiche di manutenzione canoniche: Correttiva, Preventiva Ciclica, Predittiva e Migliorativa. Il tutto prendendo spunto dall’analisi dei guasti.
Siamo ai tempi in cui l’Ingegneria di Manutenzione cominciava ad essere formalizzata negli organigrammi, come Funzione di staff e alle dipendenze del Responsabile della Manutenzione; nei casi più evoluti, della Direzione Tecnica: diciamo nella prima metà degli anni ’90, quando l’azione e la credibilità dell’A.I.MAN in questo senso divennero sempre più sistematiche ed efficaci. Avevamo un dovere preciso, ovvero proporre ai nostri colleghi strumenti per permettere al Top Management di verificare in modo analitico, regolare, confrontabile nel tempo e soprattutto semplice l’andamento del livello di servizio reso dalla Ma-
nutenzione; il tutto diretto a persone (almeno inizialmente) neppure sfiorate dall’idea che la Manutenzione potesse essere un fattore di profitto. C’era un motivo in particolare che rendeva indispensabile quanto sopra: la decisione di aderire alla TPM©, di ingegnerizzare la Manutenzione, era ed è un processo Top – Down. Dev’essere presa dall’alto e presidiata regolarmente dopo. È condizione solo necessaria, non anche sufficiente, è chiaro, ma senza questo presupposto non si va da nessuna parte.
Le Norme UNI, a questo proposito, avevano già messo a punto da ben prima degli anni 90 una serie di “Indici” o KPI (Key Performance Indicator), che venivano però utilizzati con grande...disinvoltura, anche perché mancava una cultura di manutenzione trasversale, che portasse tutti gli addetti ai lavori a seguire le stesse norme e la stessa terminologia. L’A.I.MAN si dava lodevolmente da fare, ma non bastava e non basta ancora, visto che non c’è quasi convegno in cui qualcuno non chiami

“straordinaria” la Manutenzione Correttiva... e pazienza; ma ho visto reporting in cui viene...spacciata come MTBF la pura frequenza dei guasti durante il tempo di esercizio preso in esame e qui la pazienza non può e non deve esserci, perché i valori ricavati (fasulli) sono anche molto più ...rosei di quelli del vero MTBF.
A fine millennio, in Italia, venne in aiuto a tutto quanto sopra l’avven-
MANUTENZIONE & ASSET MANAGEMENT APRILE 2024 - www.manutenzione-online.com MANUTENZIONE: STORIA E STORIE
36
to del Global Service di Manutenzione o GSM. La Manutenzione veniva totalmente terziarizzata sotto la gestione di un unico Assuntore. Chiarisce bene il concetto la corrispondente denominazione francese: Maintenance aux résultats. Infatti la Committente esigeva che l’Assuntore si impegnasse a garantire un livello di servizio concordato, monitorato analiticamente e periodicamente, inserendo clausole di bonus – malus (premi o penali) in funzione degli scostamenti. Si doveva procedere, ripeto, su basi analitiche concordate onde evitare contenziosi. Tant’è che prima di redigere il contratto vero e proprio, era vivamente raccomandato un periodo di transizione (mediamente di sei mesi), durante il quale si mettevano a punto le regole del gioco. Va da sé che la Committente doveva aver formalizzato la sua Ingegneria di Manutenzione, interfacciata stabilmente con quella dell’Assuntore e che gli interlocutori disponessero di un CMMS comune. Uno dei punti chiave del transitorio erano proprio le modalità di strutturazione e popolamento del suddetto CMMS, su cui impostare, in particolare, la ripartizione delle responsabilità degli eventi “sensibili” ai fini del bonus – malus. In Italia la formula ha avuto alterne fortune. Il frequente mancato rispetto delle due suddette “condizioni necessarie” da parte delle Committenti, che pensavano di potersi (finalmente ...?) disinteressare della propria Manutenzione, ha costituito il principale motivo di fallimento dell’applicazione del GSM.
In Francia, invece, la formula era già operativa dagli anni ’80. Nel 1989, quando facevo parte del team RDA di Luciano Furlanetto, fui mandato alcuni giorni presso Framatome, nell’allora nuovissima sede di Parigi, la Tour Fiat, alla Défense, per un corso di formazione su due temi; uno gestionale, appunto (che mi sembrava un po’ futuribile) e l’altro tecnico: l’analisi delle vibrazioni da remoto e in ambiente proibitivo (se-
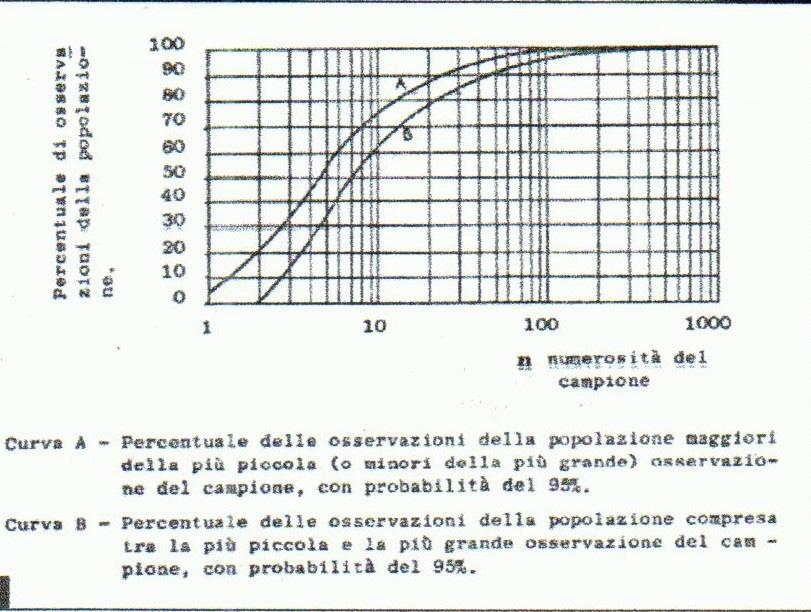
gnatamente su pompe di circolazione dell’acqua di raffreddamento dei reattori nucleari), con trasmissione/ ricezione del segnale tramite laser e fibre ottiche, insensibili o quasi ai disturbi termici ed elettromagnetici che avrebbero alterato se non compromesso la tradizionale trasmissione via cavo. L’idea, meno futuribile del GSM, era di studiarne l’applicabilità in colata continua. Bei tempi... ma torniamo al nostro tema: il monitoraggio del livello di servizio della Manutenzione.
Quello che segue è relativo alla mia personale esperienza, sia come Plant Engineer e Technical Manager (dipendente) che come Senior Consultant (associato prima e free lance poi) e copre grosso modo il periodo dal 1990 al 2014. Non può quindi avere un valore “generale” ma ne tratto perché, nelle applicazioni specifiche, gli obiettivi di monitoraggio utile anche per il Top Management sono stati raggiunti.
Qualche premessa
1 L’uso della Statistica agli esordi ed ai nostri giorni.
La Statistica è una scienza preziosa anche per il manutentore che intende monitorare l’andamento dei propri risultati. L’attendibilità dell’inferenza statistica, ovvero delle informazioni che si possono
ricavare dai campioni analizzati, dipende direttamente (e questo è intuitivo) dalla numerosità campionaria; ma la dipendenza non è affatto lineare; e questo è molto meno intuitivo. Il grafico in Fig 1, mostra l’andamento dell’attendibilità in % in funzione della numerosità campionaria. L’andamento è ovviamente asintotico, in quanto il 100% si avrebbe solo avendo a disposizione tutta la popolazione, ovvero per n →∞, cosa impossibile e anche priva di senso: se ho tutti i dati, è inutile fare delle proiezioni.... Inizialmente l’attendibilità sale rapidamente al crescere di n. Dal grafico si evincono due cose fondamentali: la prima è che con n = 30 si ha già una buona attendibilità. La seconda è che aumentando anche di molto la numerosità campionaria (e quindi anche tempi e costi di campionatura) l’attendibilità sale molto lentamente. Si noti che le ascisse sono in scala logaritmica... In pratica, il gioco non vale la candela.
AGLI ESORDI. Il problema era avere una numerosità campionaria decente. Ne abbiamo già discusso nei primi articoli; in assenza di CMMS e rilevazione automatica di dati (sensoristica di bordo) il problema era veramente arduo da risolvere. La rilevazione dati avveniva manualmente ed era riservata a casi par-
www.manutenzione-online.com - APRILE 2024 37 MANUTENZIONE & ASSET MANAGEMENT
1 MANUTENZIONE: STORIA E STORIE
Fig.
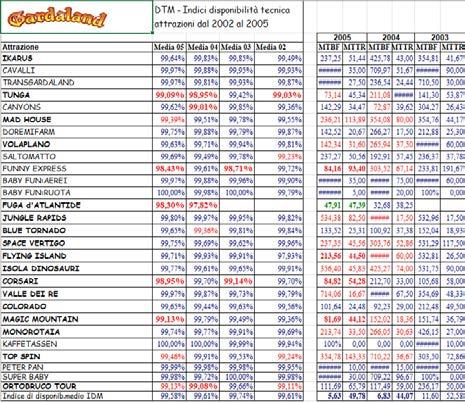
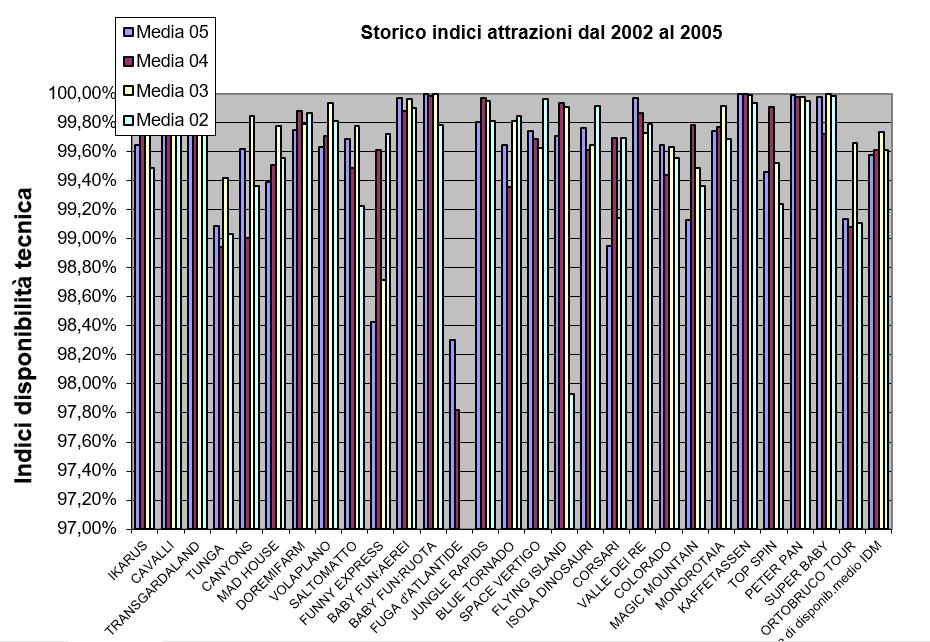
ticolarmente “seri”. L’elaborazione avveniva manualmente o quasi. Nei casi più fortunati, con il supporto delle prime calcolatrici programmabili, con display a led rossi... Si riusciva a calcolare media, varianza e, faticosamente, il coefficiente di correlazione lineare r nei casi in cui si voleva cercare o escludere un legame tra due variabili diverse, tipo caratteristiche delle materie prime e guasti sui macchinari.
AI NOSTRI GIORNI. Con l’avvento del 4.0 Sussiste praticamente il problema opposto (mi riferisco alla numerosità campionaria). Il manutentore (come tutti gli altri addetti) è investito da una specie di ...tsunami di informazioni, dati, curve di tutti i generi aggiornate in tempo reale.... Con la presenza massiccia di SW specifici ed efficientissimi, le elaborazioni avvengono molto spesso in automatico. Rimane però sempre a cura del manutentore la “pulizia” dei campioni di dati da analizzare, ovvero l’eliminazione dei dati anomali che altererebbero i risultati delle elaborazioni stesse. Nel combattere il fenomeno “trash in – trash out” l’intelligenza artificiale può essere di grande aiuto. Rimane ovviamente sempre a cura dell’Ingegneria di Manutenzione l’interpretazione dei risultati delle elaborazioni. Volendo fare un confronto tra vecchio e nuovo in tema di correlazioni tra eventi, i SW at-
tuali sono in grado di effettuarle in automatico, dirette e inverse, lineari e non – lineari, offrendo agli utenti uno scenario molto diverso da consultare: se prima l’interrogante si chiedeva “c’è o no correlazione tra queste coppie di grandezze? “(già negli anni 70 c’erano programmi e computer in grado di verificare correlazioni semplici e/o multiple), adesso è il sistema che propone all’utente tutte le possibili correlazioni tra le famiglie di dati che ha “in pancia”, consentendogli a volte di scoprire rapporti di causa-effetto del tutto inattesi.
Conclusoni
L’esperienza personale mi ha condotto a proporre alcune raccomandazioni, finalizzate a far sì che i KPI utilizzati per il monitoraggio del livello di servizio reso siano semplici, comprensibili anche da parte dei non addetti (leggi Top Management) e confrontabili nel tempo. E sono sempre gli stessi, almeno in prima battuta.
1. MTBF (Mean Time Between Failures).
Stabilita la periodicità di rilevazione (es. mensile), dalle ore di funzionamento attese va sottratta la sommatoria dei tempi di non funzionamento causa guasti TTR, ovvero Time To Restore che, si badi bene, NON è il tempo di pura riparazione RT – Repair Time, è il tempo di
ripristino della funzionalità produttiva standard. Sembra semplice e lo sarebbe anche, ma rilevare correttamente TTR è spesso estremamente difficile per mancanza di coordinamento tra Manutenzione e Esercizio.
Si coglie bene l’evento “guasto” ma non l’effetto sul Processo in termini di durata dello stato di avaria. E spesso e volentieri non lo si vuole proprio far sapere, ma questa è un’altra storia. MTBF si ottiene dividendo la differenza tra il tempo atteso e TTR per il numero n di guasti occorsi nell’intervallo di tempo di riferimento. In altri termini, MTBF è il tempo medio tra due guasti successivi.
2. MTTR (Mean Time To Restore). Tempo mediamente impiegato per ripristinare il funzionamento standard, sempre con riferimento al periodo considerato. MTTR = TTR/n. Indice importantissimo, misura la effettiva reattività al guasto di tutto il Sistema Produttivo. Un guasto banale, se manca il ricambio, può protrarsi inaccettabilmente. In un sistema ridondante (es. due pompe in parallelo di cui una di back-up caldo), se l’avaria di una non viene immediatamente segnalata alla Manutenzione, quando inevitabilmente entra in avaria anche l’altra, scatta un’emergenza che sarebbe stata evitabilissima. Esperienza vissuta più di una volta in Raffineria/Petrolchimico, dove la rimozione della prima pompa e la sostituzione con
MANUTENZIONE & ASSET MANAGEMENT APRILE 2024 - www.manutenzione-online.com
38 MANUTENZIONE: STORIA E STORIE
Tavola 2
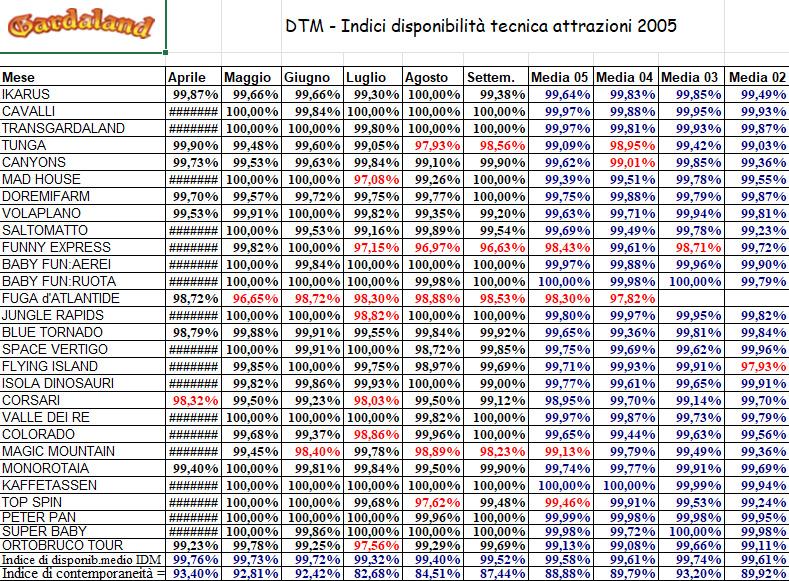

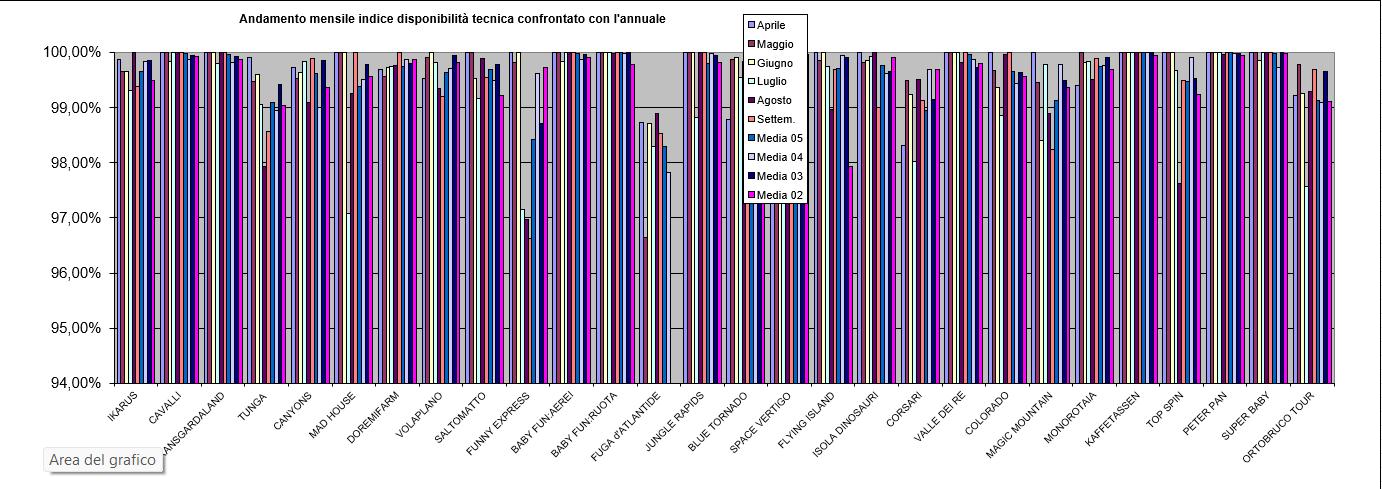
pompa revisionata, richiedeva parecchio lavoro preparatorio da parte dell’Esercizio, che, sotto silenzio, se lo passava da un turno all’altro per schivarlo; questo finché funzionava la pompa di back-up. Poi... 3.DISPONIBILITÀ e DISPONIBILITÀ
TECNICA o Dt
Le Norme UNI, sotto la voce “Disponibilità” propongono diversi algoritmi, utilissimi per monitoraggi più complessi e raffinati di quello del semplice livello di servizio oppure in fase di progettazione e valorizzazione di un bene in divenire.
La Disponibilità Intrinseca, ad esempio, è riferita al puro tempo di riparazione ed è soprattutto utile per arrivare a misurare la Manutenibilità di un oggetto di manutenzione. Sì, misurare: la manutenibilità non è solo un aspetto qualitativo. Le gare di appalto internazionali esigono che venga dichiarata. Dimensionalmente è una probabilità: la probabi-
lità che il tempo di riparazione non superi un tempo stabilito. Entrano in gioco variabili strategiche, quali la facilità di diagnosi, l’accessibilità fisica, la gestione ricambi...tutte variabili che incidono sui costi di acquisto ma anche, vantaggiosamente, sui costi di gestione successivi. Chi valuta le offerte lo sa benissimo (al massimo finge di non saperlo…). La Disponibilità Operativa, invece, tiene conto anche del fabbisogno di fermata per Manutenzione Preventiva, con particolare riferimento agli obblighi di Legge. È poco “gettonata”. Per l’esperienza di chi scrive, il reporting più immediato e consigliabile, almeno inizialmente si basa sulla Disponibilità Tecnica o Dt.
Dt = MTBF/(MTBF + MTTR)
Essendo esprimibile in percentuale, è un indice ben confrontabile nel tempo e relativamente poco sensibile alle variazioni che inevitabilmente avvengono nel processo, produttivo
e manutentivo. “Poco sensibile” nel senso che gli eventuali effetti delle variazioni vengono comunque misurati sempre e comunque con dati derivanti da episodi di guasto, quelli che tutti capiscono e che si vogliono contrastare col “Progetto Manutenzione”. Il confronto nel tempo avviene semplicemente sotto forma di monitoraggio di un trend.
Le tavole 2 e 3, generate coi criteri sopra esposti, sono un estratto di quanto presentato dalla Direzione Tecnica del Parco di Gardaland a cura dell’Ing. Duilio Spolador, nel corso dell’Evento di “Maintenance Stories – Fatti di Manutenzione” del 08/06/2005, tenutosi presso il Parco stesso. Le tavole 2 sono relative a consuntivi annuali, mentre analogo reporting veniva presentato, su base mensile, nel corso della riunione specifica, sempre mensile, nel cui ambito relazionavano tutte le Funzioni aziendali (Tavole 3).□
MANUTENZIONE & ASSET MANAGEMENT www.manutenzione-online.com - APRILE 2024 39 MANUTENZIONE: STORIA E STORIE
Tavola 3
Rubrica a cura di Francesco Gittarelli, Responsabile Sezione Manutenzione e Formazione, A.I.MAN.
Come standardizzare le attività di Training on the Job
Evoluzione del ruolo del Trainer in un contesto fortemente orientato alla standardizzazione dei processi produttivi. Come può la formazione diventare fattore di successo e favorire il miglioramento continuo?

La capacità di trasferire competenze attraverso attività di formazione e addestramento è una skill sempre più richiesta. Chiamiamo “addestramento” quella attività attraverso la quale fornire all’addestrato la abilità necessaria per svolgere un lavoro assegnato, rispettando la sequenza delle fasi, secondo la istruzione operativa. La “formazione” è invece un processo più completo che comprende il trasferimento di quell’insieme di conoscenze, di abilità, e di comportamenti che rendono l’addestrato in grado di svolgere autonomamente e correttamente il lavoro nei tempi assegnati e con la qualità attesa. L’addestrato potrà così svolgere il proprio compito in modo efficace e, prima di tutto, sarà capace di operare in sicurezza, sapendo valutare i pericoli e i rischi specifici delle singole operazioni, rischi che riguardano la sfera della sicurezza personale ma, soprattutto, quelli conseguenti a cattiva o errata lavorazione (responsabilità verso gli altri ecc.)
Il lavoro standard
Nei processi Lean è fondamentale il ricorso al lavoro standard in quanto rappresenta la condizione necessaria per favorire il miglioramento continuo e consentire una corretta gestione dei processi caratterizzati da una forte variabilità delle prestazioni. La standardizzazione del lavoro garantisce infatti la ripetibilità delle operazioni, la individuazione dei problemi fin dalla loro nascita (attenzione ai segnali premonitori) e la stabilità dei processi.
La standardizzazione del lavoro non comprende solo gli aspetti tecnico-organizzativi dei processi produttivi, ma diventa una necessità anche nella esecuzione delle attività assegnate gli operatori addetti alla produzione o nei lavori di manutenzione. Si rende pertanto opportuno provvede-
Rosie the Riveter, icona del metodo TWI, rappresenta le lavoratrici impegnate in fabbrica per la produzione bellica durante la Seconda guerra mondiale. Rosie la rivettatrice è diventata il simbolo della indipendenza professionale delle donne nel mondo del lavoro
MANUTENZIONE & ASSET MANAGEMENT APRILE 2024 - www.manutenzione-online.com
JOB & SKILLS DI MANUTENZIONE
40
Francesco Gittarelli, Coordinatore Sezione Manutenzione & Formazione, A.I.MAN.
Posizionamento della operazione
Descrive le operazioni rispettando la sequenza delle fasi (cosa fare)
Descrive dettagliatamente come deve essere realizzata l’operazione (come fare)
re alla standardizzazione delle operazioni (cosa fare), delle modalità di svolgimento (come farlo), del perché va fatto in quel modo, e del rispetto delle norme e procedure (conformità dei comportamenti).
La standardizzazione dei processi formativi
I modelli di training tradizionale che usualmente si adottano in fabbrica, che quasi tutti conosciamo o abbiamo sperimentato, rappresentano un percorso nel quale l’addestrato acquisisce delle abilità sulla base di quanto appreso dal proprio Trainer. È il classico caso dell’apprendimento per imitazione, dove l’addestrato tende a ripetere le operazioni sulla traccia di quello che ha osservato e imparato.
Il rischio di questo modello è quello di trovarsi con Trainers che tenderanno ad agire in maniera autonoma, trasferendo sull’addestrato il proprio modus operandi, con il risultato che ogni addestrato imparerà a svolgere lo stesso lavoro, ma realizzato in modalità differente.
Per evitare questa condizione, si rende necessario avere dei Trainers che sviluppino un modo comune di fare Training, ovvero che diventino essi stessi artefici di un modello di apprendimento standard, condiviso tra tutti e da tutti rispettato.
Le organizzazioni Lean favoriscono la diffusione dei modelli di formazione standard, tra i quali primeggia il metodo TWI-Training Within Industry, nato nel 1940 in conseguenza dell’ingresso degli USA nel conflitto mondiale che aveva reso necessaria la presenza massiccia delle donne nelle fabbriche, al posto degli uomini impegnati sul fronte bellico.
Finita la guerra il TWI si è diffuso in Giappone, anche grazie al piano Marshall, diventando uno dei fattori di successo della ripresa nipponica. Dopo un periodo di stasi, ha ritrovato spazio nei processi Lean e si
Identifica una fase che presenta particolari criticità dal punto di vista dei controlli per la qualità, o sicurezza, o prove e collaudi (non è presente in tutte le fasi)
Descrive nel dettaglio perché quella operazione è un punto chiave (perché farlo)
è arricchito di strumenti visual ed e-learning, resi disponibili direttamente a bordo macchina.
In Toyota il TWI si è evoluto verso il metodo Toyota Kata che persegue lo scopo di rendere sistematico il miglioramento continuo, attivando nei lavoratori una attitudine naturale alla ricerca del miglioramento a partire dalle pratiche quotidiane.
Trasferimento competenze nelle attività di manutenzione in un contesto standardizzato
Quanto le attività di manutenzione si prestano a una possibile standardizzazione?
Il pensiero comune vede la manutenzione come una attività imprevedibile, in quanto il guasto risponde a leggi casuali. Da qui la difficoltà di prefigurare un procedimento standard per una operazione indefinita come può essere un intervento di manutenzione correttiva.
Ciò nonostante, anche nella manutenzione correttiva è possibile individuare attività che ben si prestano a una standardizzazione, grazie alla quale poter poi avere dati che possono diventare informazioni utili per l’Ingegneria di Manutenzione, da utilizzare nella ricerca del miglioramento delle attività di manutenzione preventiva. Nella manutenzione correttiva è possibile rendere standard attività quali:
■ preparazione dei materiali (attrezzi, utensili, materiali, dispositivi di sicurezza individuali);
■ preparazione del cantiere di lavoro (messa in sicurezza, segnalazioni ecc.);
■ de-energizzazione impianti;
■ prelievo ricambi a magazzino, tracciabilità;
■ collaudi e verifiche;
■ chiusura cantiere di lavoro;
■ smaltimento rifiuti;
■ reportistica (analisi modi di guasto, root cause analysis ecc.);
■ registrazione e tracciabilità dell’intervento.
Foto dei particolari in lavorazione
Tabella 1 - Lo schema base di una JES (Job Elemental Sheet)
MANUTENZIONE & ASSET MANAGEMENT www.manutenzione-online.com - APRILE 2024 JOB & SKILLS DI MANUTENZIONE
41
FASE DESCRIZIONE OPERAZIONE MODALITÀ DI ESECUZIONE PUNTO CHIAVE DELLA OPERAZIONE PERCHÉ È UN PUNTO CHIAVE FOTO DEL PARTICOLARE
Nella manutenzione preventiva (ciclica, ispettiva e predittiva) sono invece standardizzabili quasi tutte le attività previste nei piani di lavoro.
La formazione standardizzata per i Trainers di manutenzione
I diversi modelli di formazione standard per i Trainers On The Job prevedono degli indirizzi di sviluppo e approfondimento comuni:
■ la conoscenza e il corretto utilizzo dei fogli di lavoro (istruzioni operative);
■ la conoscenza dei processi, dei metodi di lavoro, delle risorse disponibili;
■ la capacità di relazionarsi, partecipare, comunicare, motivare;
■ la capacità di valutare i rischi ed adottare comportamenti conformi;
■ la capacità di risoluzione dei problemi-problem solving.
Un aspetto fondamentale è rappresentato dalla preparazione e utilizzo del foglio di lavoro denominato JES- Job Element Sheet. La JES nasce come istruzione operativa ma diventa anche una traning card in quanto, durante il training, rappresenta il documento di riferimento utilizzato dal Trainer nella descrizione della sequenza delle operazioni
della attività oggetto della formazione. Lo schema base di una JES è riportato in tabella 1.
In questo modo, non ci si limita solo alla descrizione della sequenza delle operazioni, ma ne viene descritta la modalità operativa e, soprattutto viene indicato il “punto chiave” che rappresenta una possibile criticità di quella operazione. Questo consente di definire il modo corretto di realizzare un lavoro, tenendo conto delle esigenze della qualità e della sicurezza.
Nel Training Standard è importante che il Trainer rispetti l’ordine delle fasi facendo notare al discente che tutte le operazioni che dovrà eseguire sono rintracciabili nella JES. Trasferirà pertanto al discente la comprensione della corretta modalità realizzativa della attività oggetto del training, ma, soprattutto, fornirà quella conoscenza che consentirà al discente di operare adottando comportamenti adeguati e di reagire prontamente ad una non conformità (attitudine al problem solving).
Esempio di sviluppo del modello standard di Training on the job
L’attività di Training OTJ prevede 6 passaggi,

MANUTENZIONE & ASSET MANAGEMENT APRILE 2024 - www.manutenzione-online.com JOB & SKILLS DI MANUTENZIONE 42

tutti da rispettare rigorosamente.
1. Accoglienza: il Trainer incontra il discente e lo mette a suo agio, in modo da creare un clima più favorevole e di predisposizione all’apprendimento.
2. Presentazione del lavoro: il Trainer presenta l’attività oggetto del training ed esegue la lavorazione, evidenziando il ruolo primario della JES che diventerà la guida del processo di training.
3. Switch: Completato una prima volta tutto il lavoro, il Trainer invita il discente a porsi nel ruolo di Istruttore e, seguendo la JES, dare le indicazioni sul come fare il lavoro al Trainer, nel ruolo di discente (scambio di ruolo).
4. Operare sotto controllo: Il Trainer valuta che il discente è pronto ad eseguire l’attività, lo invita pertanto a prendere posizione sul posto di lavoro ed a realizzare l’operazione, sempre guidato dalla JES. Il Trainer si pone in condizione di monitoraggio ed è pronto ad intervenire in caso di incertezze.
5. Operare in autonomia: Il discente realizza l’operazione in piena autonomia. Utilizzando la JES e rispettando i tempi ciclo.
6. Chiusura: Il Trainer valuta e traccia l’esito del training, saluta il discente e lo rassicura garantendogli il suo supporto ogni qual volta si renderà necessario.
Conclusioni
Abbiamo elencato i possibili benefici della introduzione del lavoro standard e della conseguente metodologia formativa standard, costantemente orientata al miglioramento continuo. Ma esiste un altro beneficio importante ed è determinato dalla creazione di una reputation societaria che consente una collocazione preferenziale nel rapporto Cliente-Fornitore. È sempre più presente, infatti, la condizione del Cliente che richiede al Fornitore la qualificazione delle competenze del personale operativo, ottenuta con metodi formativi standard, a garanzia della stabilità dei processi. Il percorso formativo standard, realizzato da Trainers qualificati, diventa così la base per preparare il personale a operare rispettando procedure, norme e regolamenti, e tutto questo si traduce in capacità di svolgere un lavoro nel rispetto dei tempi, dei modi e dei risultati (KPI). Nel caso della Manutenzione avremo pertanto Specialisti, Supervisor, Ingegneri e Manager di manutenzione qualificati o certificati ai sensi della Norma UNI EN 15628 e Manutentori Comuni e Operatori AM qualificati attraverso percorsi formativi standard di impronta Lean. □
MANUTENZIONE & ASSET MANAGEMENT www.manutenzione-online.com - APRILE 2024 JOB & SKILLS DI MANUTENZIONE 43
Rubrica a cura di Ing. Davide Bolzan, Socio A.I.MAN. e Maintenance and Engineering Manager

9
MANUTENZIONE A GUASTO
La manutenzione a guasto è caratteristica degli interventi a rottura, questa genera fermi produttivi e può creare anche danni ingenti agli impianti. Alcuni ricambi potrebbero essere di difficile reperimento sul mercato con costi anche elevati con conseguente prolungamento del fermo impianto.
CONSIGLIO
Un buon piano di manutenzione preventiva e predittiva diminuisce i fermi per guasto. Assicurati di avere a scorta i ricambi critici.
ANALISI DELL’OLIO
10
Molte macchine hanno necessità di olio per la lubrificazione dei loro organi interni. L’analisi chimico/fisica dell’olio lubrificante (predittiva) da un’indicazione dello stato degli organi interni della macchina, i potenziali “inquinanti” che si trovano nell’olio (acqua, particolato ferroso, ossidazioni, ecc.) danno indicazione di principi di corrosione, usura o di problemi su circuiti di raffreddamento.
CONSIGLIO
I campionamenti dell’olio vanno fatti a macchina in funzione perciò devono essere presenti punti di campionamento che consentano di farlo in sicurezza. Le analisi dell’olio vanno fatte periodicamente e va analizzato il trend dello sviluppo degli inquinanti.
PILLOLE DI MANUTENZIONE 44
MANUTENZIONE & ASSET MANAGEMENT APRILE 2024 - www.manutenzione-online.com
11

Rubrica a cura di Ing. Davide Bolzan, Socio A.I.MAN. e Maintenance and Engineering Manager
SPAZI CONFINATI
Gli spazi confinati sono tra le situazioni più delicate da gestire dal punto di vista sicurezza e gestione dell’emergenza all’interno dell’azienda e sono normati dal DPR 177/11. Richiedono una formazione specifica, utilizzo DPI di 3°categoria, attrezzature specifiche di recupero e analisi dell’aria, procedure operative. Valuta se possibile di rivedere il punto di accesso oppure valuta di spostare gli impianti da uno spazio confinato ad uno non classificato.
CONSIGLIO
Affidati ad imprese e consulenti che trattano spazi confinati per mestiere e sono attrezzati e preparati a gestire qualsiasi situazione ed emergenza.
RICAMBI
I ricambi sono parti di impianto che a causa di rottura o di usura periodicamente devono essere sostituiti. I ricambi possono essere di tipo elettronico, elettrico, meccanico, pneumatico ecc. Alcuni possono essere di tipo commerciale e facilmente reperibili sul mercato altri possono essere a commessa o fatti a specifica perciò possono avere costi e tempi di consegna elevati. E’ importante fare un’analisi di quelli critici filtrando tra quelli che fermano l’impianto, hanno tempi di consegna lunghi e sono difficilmente reperibili.
12
CONSIGLIO
Confrontati con il costruttore dell’impianto/macchina e verifica la spare part list consigliata, applica metodologie di censimento con sistema gestionale o imposta un sistema di verifica e riordino in base al consumo, soffermati su quelli veramente critici, non sui consumabili recuperabili in poche ore.
PILLOLE DI MANUTENZIONE 45
MANUTENZIONE & ASSET MANAGEMENT www.manutenzione-online.com - APRILE 2024
MANUTENZIONE IN FUM…ETTO
Rieccoci alla rubrica: Manutenzione in fum… etto. L’appuntamento che ci consente di trattare in maniera apparentemente frivola temi importanti, seri e problematiche che riguardano la manutenzione, facendoci riflettere. La rubrica, testi e grafiche, è curata da Antonio Dusi, un manutentore per i manutentori.
I personaggi
Ogni mese verrà proposta e analizzata una situazione diversa, verranno mostrati e affrontati i vari approcci – reali – ai contesti presentati e la migliore metodologia da adottare a seconda delle casistiche e delle difficoltà. Le “storie” degli interventi, situazioni e/o problematiche saranno quindi narrate graficamente, attraverso le immagini e le voci di diversi personaggi. A cominciare da quella narrante: YungMan (detto anche, dagli amici, GoodMan).
YungMan
Dei suoi colleghi Ganassa (detto anche SuperMan, Manutentore “troppo” fiducioso nella sua esperienza…), Tentenna (detto DoubtMan, pieno di dubbi e di timori), Malizio (detto anche DiaboMan, propenso a furbizie per non rispettare obblighi e divieti), Fabbrichino (detto anche PrOpe, sempre un po’ agitato per i problemi delle sue macchine e talvolta infastidito dai vincoli che gli interventi manutentivi comportano) e il suo collega Bla bla; il loro Capo OldMan (detto anche Prudenzio) e il Capo di Produzione (detto Speedy); con anche ExtMan (manutentore esterno all’azienda) e tanti altri ancora… tra cui “amici” virtuali come gli attrezzi tipici di lavoro “umanizzati” e parlanti, o alcuni dispositivi di protezione e di messa in sicurezza, come AllegatoSic, Mister Lucchetto, il più grande amico del manutentore, oppure GrilloMan, il “grillo parlante” che dà voce alla buona coscienza dei manutentori esperti e prudenti.
Attrezzi da lavoro


Ganassa detto anche SuperMan
Tentenna detto anche DoubtMan



Malizio detto anche DiaboMan
Fabbrichino detto anche PrOpe
Bla bla
OldMan detto anche Prudenzio

Speedy
ExtMan

AllegatoSic

Mister Lucchetto
GrilloMan

Non ci resta quindi che attendere il prossimo numero per poter leggere la prima storia e augurarvi buona lettura!
MANUTENZIONE & ASSET MANAGEMENT APRILE 2024 - www.manutenzione-online.com MANUTENZIONE in FuM...etto
□
46
“io sono importante!”
(ma non posso stare senza gli altri! L’importanza che ogni persona riveste per sé stessa e per la sua famiglia)
Temo che la causa sia proprio quella…
efficace
Io sono importante! Per me e per la mia famiglia! Questo devo sempre tenerlo presente

ma quando sono sotto stress sembra che la scala dei valori si modifichi.

Forse tutto a posto non
Ci fanno corsi e corsi per poter intervenire in sicurezza, ma forse bisogna fare altro! partito in anticipo
Sarebbe utile fare
…quando andiamo a lavorare non riusciamo a dimenticarefamiliari!problemi

Già! A tal proposito prendo in prestito quanto dice la scrittrice americana Margaret Carty cioè che: La cosa bella del lavoro di squadra è che hai sempre gli altri dalla tua parte.
www.manutenzione-online.com - APRILE 2024
in FuM...etto
aveva a casa...


Gestisci al meglio i processi di Manutenzione
Coswin ti permette di ottimizzare la gestione della manutenzione all’interno della tua azienda.

SOFTWARE CMMS / SIM gestione della manutenzione degli impianti ed edifici
Siveco Italia

CMMS 4.0 moduli IOT, BIM, SIG & BI per la manutenzione predittiva
Viale Fulvio Testi, n°117 – 20092 Cinisello Balsamo (MI)

mobilità
mobile app per i tecnici sul campo & app web per gestire le richieste di lavoro
Tel +39 02 61 86 63 22 - siveco-it@siveco.com
Coswin 8i
Coswin Nom@d & Coswin Open Coswin Smart Generation
Una SOLUZIONE wireless per il trattamento dell’aria
Emerson crea soluzioni sostenibili per i propri clienti con le tecnologie di automazione industriale wireless di CoreTigo: insieme le due aziende hanno affrontato le sfide della gestione dell’aria compressa nei macchinari, riducendo gli sprechi energetici e le emissioni di CO2 e migliorando l’efficienza dei processi operativi e delle attività di manutenzione
Nel costante sforzo di migliorare l’efficienza e la sostenibilità nelle linee di produzione industriali, un’interessante collaborazione tra AVENTICS di Emerson e CoreTigo ha dato vita a una soluzione innovativa denominata “Energy Saver”. Questa soluzione si propone di rivoluzionare il settore, integrando e trasformando le unità di regolazione della pressione e del flusso d’aria in dispositivi wireless ad alte prestazioni.

L’approccio è piuttosto semplice ma incredibilmente efficace: il sensore di flusso d’aria AF2 e il regolatore di pressione EV12 di Aventics sono collegati al bridge wireless IO-Link di CoreTigo, il TigoBridge. Questo dispositivo converte istantaneamente le unità in dispositivi wireless con capacità di comunicazione di livello industriale. I dati vengono quindi trasmessi senza fili al gateway wireless IO-Link di CoreTigo, consentendo un monitoraggio e un’analisi dettagliata attraverso la piattaforma “Floor to CloudTM”.
Ciò che rende davvero speciale
questa soluzione è la sua capacità di controllare l’unità di regolazione della pressione indipendentemente dal PLC della macchina o dal compressore d’aria. Questo significa un funzionamento intelligente senza interruzioni della macchina o complesse programmazioni del PLC. Mantenere sotto controllo la pressione dell’aria è cruciale per garantire un funzionamento stabile e sicuro della macchina, riducendo al contempo gli sprechi di aria.
Ma i vantaggi non si fermano qui. L’Energy Saver offre una serie di benefici significativi, tra cui la riduzio-
ne delle emissioni di CO2 grazie alla minimizzazione delle perdite d’aria e all’ottimizzazione del funzionamento a vuoto della macchina. Questo non solo promuove la sostenibilità ambientale, ma contribuisce anche a ridurre i tempi di inattività non programmati e i costi di manutenzione. La sua implementazione è sorprendentemente semplice e non richiede modifiche alla configurazione del PLC o complessi layout di cablaggio. Inoltre, grazie alla configurazione wireless, si riduce l’usura dei cavi e si risparmia sui costi energetici e di manutenzione. Questa soluzione di risparmio energetico, sviluppata in collaborazione con un importante produttore del settore alimentare e delle bevande, promette di rivoluzionare diversi settori applicativi nel prossimo futuro.
Emerson presenterà questa e altre innovazioni alla Hannover Messe 2024, dal 22 al 26 aprile 2024, al Padiglione 11, Stand C20 □
MANUTENZIONE & ASSET MANAGEMENT www.manutenzione-online.com - APRILE 2024 TOP MAINTENANCE SOLUTIONS
49
Il monitoraggio delle condizioni in Lavazza
Lo stabilimento Lavazza di Gattinara (VC) utilizza sistemi di condition monitoring SKF per prevenire fermi macchina e inefficienze produttive
Situato in provincia di Vercelli, lo stabilimento Lavazza di Gattinara è uno dei siti più importanti del gruppo in Italia ed è specializzato nella produzione di caffè macinato, grani, capsule per tutti i sistemi Lavazza e prodotti solubili. La collaborazione tra lo stabilimento e SKF nasce circa dieci anni fa da un obiettivo specifico: installare un sistema di condition monitoring all’interno degli impianti di torrefazione.
Guasti in tostatura
La tostatura è un processo strategico. Un guasto in questa fase ha ripercussioni importanti sulla catena di confezionamento, con conseguenti ritardi di diverse ore del ciclo di produzione. Naturalmente, lo stabilimento non può subire perdite di produttività, anche alla luce del fatto che - in alcuni periodi dell’anno - è operativo sette giorni su sette. Non c’è quindi spazio per fermate non programmate.
Per dare un’idea dei numeri, all’interno del sito produttivo Lavazza di Gattinara sono presenti sette impianti di torrefazione. Un guasto a un singolo impianto si può ripercuotere su duetre linee di confezionamento, determinando quindi una forte inefficienza dal punto di vista produttivo.
Supporto di monitoraggio delle condizioni
In questa prospettiva, il supporto di monitoraggio delle condizioni
da parte di SKF si è rivelato fondamentale. Il progetto ha avuto inizio con l’installazione di piattaforme di condition monitoring su due macchine. Ciò ha permesso allo staff Lavazza di iniziare a prendere confidenza con il sistema. Sistema che in seguito è stato implementato su altre cinque macchine e viene aggiornato ogni anno.
Installazione e formazione
SKF si è occupata dell’installazio-
ne e della formazione dei tecnici Lavazza. Il team interno può monitorare in tempo reale lo stato di salute dell’intero sistema attraverso un’applicazione basata su cloud. SKF fornisce inoltre all’azienda un contratto di service, che prevede la realizzazione di report mensili e la condivisione di alert settimanali, nel caso alcuni equipment dell’impianto diano segnali di deriva. Questo è importante nell’ottica di evitare fermi inaspettati della produzione.

MANUTENZIONE & ASSET MANAGEMENT APRILE 2024 - www.manutenzione-online.com 50 TOP MAINTENANCE SOLUTIONS

Una collaborazione duratura “Con Lavazza abbiamo iniziato questo percorso da zero oltre dieci anni fa - dichiara Stefano Torta, Service Sales Development di SKF - Il progetto è stato implementato nel corso degli anni, e ciò ha permesso all’azienda di aumentare l’efficienza e soprattutto di ridurre i costi, andando quindi a ottimizzare gli interventi di manutenzione.”
Nel corso degli anni, oltre agli impianti di tostatura, il sistema è stato esteso ad altri asset - come una termoformatrice - e sono in corso alcuni test su diverse utility come i compressori. Un approccio sempre più integrato in una logica di miglioramento continuo.
La collaborazione di lunga data tra Lavazza e SKF si traduce inoltre nella capacità di affrontare eventuali criticità in sinergia. Un esempio recente riguarda un guasto ripetuto, che ha interessato una tipologia di cusci-
netto installato su un ventilatore. Lavazza ha chiesto supporto a SKF, che ha effettuato un’analisi interna sul cuscinetto - grazie al supporto del team di ingegneria - evidenziando problematiche nella fase di installazione. In questo modo la criticità è stata affrontata e risolta, anche attraverso l’utilizzo dei tool di installazione cuscinetti SKF.
“Grazie al sistema di condition monitoring, ai report mensili di SKF e alle nostre analisi interne abbiamo abbandonato la manutenzione ciclica e siamo passati a una manutenzione predittiva, quindi solo su condizione - dichiara Pietro Maurizio Fino, Manufacturing and Engineering & Industrial Development Director di Lavazza Group.
Quando registriamo una deriva di alcuni asset possiamo intervenire pianificando l’intervento, evitando così di avere fermi impianti che possono penalizzarci sulla parte di con-

fezionamento del caffè.”
La collaborazione tra Lavazza e SKF è prima di tutto una collaborazione tra persone, dove il lavoro di squadra e la condivisione generano valore aggiunto tangibile. Un modo efficace per crescere insieme all’insegna dell’efficienza e della produttività.
MANUTENZIONE & ASSET MANAGEMENT www.manutenzione-online.com - APRILE 2024
□ 51 TOP MAINTENANCE SOLUTIONS


Cod. 6804G Metaltex
È l’evoluzione Texpack® nel settore delle tecnologie di assemblaggio a garanzia di durata della guarnizione nel tempo. Metaltex fa parte infatti della famiglia delle guarnizioni piane in grafite armate Texpack®, con una particolare caratteristica che ne aumenta le prestazioni di tenuta: la presenza di un anello di rinforzo interno. Tale soluzione permette una ridotta diffusione del fluido attraverso un’azione più sollecitata della guarnizione.

Cod. 3267R Calza Pyrotex®
A base di fibra di vetro trecciata è rivestita da un alto strato di gomma rossa al silicone. Riduce le perdite energetiche e ha buona resistenza all’abrasione. Resiste ad una temperatura di 260°C. Il rivestimento esterno a base di gomma siliconica è particolarmente indicato per la protezione dei tubi idraulici, cavi per circuiti elettrici, movimentazione e manipolazione di metalli e scorie fuse altamente surriscaldati.

Cod. 4151 Fluorpack®
È realizzata con fibre Lenzing, composte da filati di PTFE espanso con particelle di grafite incapsulate e di componenti dotati di potere lubrificante. Questi componenti conferiscono alla treccia un’elevata conducibilità termica, resistenza agli agenti chimici e all’invecchiamento. La struttura omogenea permette alla treccia di non rilasciare i suoi componenti durante l’esercizio riducendo al minimo il rischio di usura sull’albero.

Cod. 3220 Treccia in vetro quadra e rettangolare bianca
La treccia di vetro quadra e rettangolare bianca è realizzata mediante l’intreccio di filati di vetro 6-9 μm. La tempe-ratura massima d’impiego consigliata è 550°C. La treccia può essere trattata esternamente con grasso al silicone, vermiculite o grafite.
Texpack® srl - unipersonale - Via Galileo Galilei, 24 - 25030 Adro (BS) Italia Tel. +39 030 7480168 - Fax +39 030 7480201 - info@texpack.it - www.texpack.it Texpack® guarnizioni resistenti ad altissime temperature
■Hydac Sistemi multipurpose
PRODOTTI DI MANUTENZIONE

I sistemi multipurpose per Testing, Maintenance e Service sono delle unità meccatroniche sviluppate e sviluppabili ad hoc per offrire una risposta concreta alle più attuali e concrete necessità di automazione. Trovano impiego in molteplici ambiti dalle macchine operatrici a quelle agricole, a quelle utensili sino agli impianti siderurgici, con finalità di Testing, Service e Maintenance di qualsiasi impianto o componente oleodinamico. Si tratta di sistemi elettroidraulici multifunzionali, automatizzati e interconnessi, delegabili ad esempio alle fasi di produzione a fine linea come controllo qualità, collaudo e Testing,
■Netsurf Energy Analytics System
o alla manutenzione e al Service, o semplicemente al monitoraggio continuo dei parametri macchina o impianto. Totalmente scalabili e modulari, sono progettate seguendo un’architettura d’automazione che, in relazione alle specifiche richieste.
■ GMC Instruments Strumento di verifica All-in-One

Nell'era in cui la sostenibilità e l'efficienza energetica sono al centro delle strategie aziendali, l'Energy Analytics System (EAS) è una piattaforma completa per il monitoraggio e l'ottimizzazione dei consumi energetici aziendali. Accessibile sia in modalità cloud che on-prem, offre una soluzione flessibile per la raccolta e il monitoraggio in tempo reale dei consumi di energia elettrica, gas, acqua e altre utility industriali.Ciò che rende unica l'esperienza con EAS è la generazione automatica di report basati su indicatori chiave di performance (KPI). Questi report forniscono una panoramica dettagliata dei livelli di consumo rispetto agli obiettivi mensili, facilitando la valutazione delle performance energetiche aziendali. EAS non si limita al monitoraggio passivo; integra un sistema di allarme per segnalare valori anomali.
■Getecno
Giunti a lamelle per sistemi di collaudo
I giunti a lamelle a gioco zero di RULAND possono trasmettere coppie elevate, hanno un’alta rigidità torsionale e sono in grado di compensare tutte le forme di disallineamento dell’albero, e sono pertanto adatti ai requisiti dei sistemi di collaudo, misurazione e verifica. Disponibili in versione a raccordo singolo o doppio, permettono al progettista
di conformare le prestazioni del giunto ai requisiti dell’applicazione.
I giunti a lamelle sono costituiti da due mozzi in alluminio anodizzato e da diverse rondelle piatte (lamelle) in acciaio inossidabile. Nel caso dei giunti a lamelle nella

Il PROFITEST|Prime è uno strumento All-in-One AC/DC per verifiche elettriche in una vasta gamma di applicazioni. Con un design intuitivo, permette misurazioni su macchinari, quadri, elettronica, e altro senza la necessità di cambiare strumenti. Garantisce la conformità alle norme internazionali e offre una gestione dati efficiente. Le sue caratteristiche principali includono misure fino a 1000 V AC/DC, verifica di guasti, misurazione di resistenze, verifica dell'isolamento, misure di polarizzazione, test dielettrici, verifica di interruttori differenziali e altro ancora. È un investimento efficiente in termini di tempo e risorse. Il PROFITEST|Prime rappresenta un avanzato strumento All-in-One AC/DC per verifiche elettriche in una vasta gamma di applicazioni, garantendo la conformità alle norme internazionali e semplificando notevolmente le operazioni di misura e verifica.

versione a raccordo singolo, le rondelle sono direttamente fissate ai mozzi. Nella loro versione corta sono una soluzione per le applicazioni che richiedono dimensioni di installazione compatte.
MANUTENZIONE & ASSET MANAGEMENT www.manutenzione-online.com - APRILE 2024
53
SAREMO PRESENTI A:
EuroMaintenance 2024
Rimini - 16-18 Settembre

MANUTENZIONE PREDITTIVA











Rivoluzionate il vostro approccio alla manutenzione industriale!
I sensori avanzati e le soluzioni IIoT di WIKA stanno trasformando il modo in cui le aziende gestiscono la manutenzione, passando dalla riparazione reattiva alla manutenzione predittiva. Le soluzioni IIoT di WIKA non solo ottimizzano l’effi cienza operativa, ma riducono anche i costi di manutenzione, prolungando la vita utile degli asset industriali.

Pressione
Temperatura
Livello
Forza
Portata
Calibrazione
Soluzioni IIoT
Ulteriori informazioni sul nostro sito: www.wika.it
■Cognex
Lettore di codici a barre
PRODOTTI DI MANUTENZIONE

Un lettore di codici a barre a montaggio fisso DataMan 380, progettato per migliorare l'efficienza in applicazioni di logistica e produzione. Questo lettore utilizza un avanzato imager ad alta risoluzione e l'intelligenza artificiale per massimizzare il throughput e la velocità di lettura dei codici a barre 1D e 2D. L'ampio campo visivo semplifica l'implementazione, consentendo a un singolo DataMan 380 di superare molti lettori convenzionali. La tecnologia di intelligenza artificiale velocizza il throughput, distinguendo rapidamente simbologie miste e consentendo una maggiore velocità di produzione senza compromettere la precisione nella lettura dei codici. Il
■NSK
Cuscinetti
radiali rigidi
■ Traco
DataMan 380 è ideale per applicazioni logistiche e produttive come il pick-and-place robotizzato, la scansione di confezioni su pallet e la lettura di codici a barre su pneumatici. Si tratta di una soluzione avanzata che migliora significativamente le operazioni industriali.
Convertitori isolati da 6 watt

Un produttore di soluzioni isolanti per il settore edile ha affrontato gravi problemi dovuti ai frequenti cedimenti dei cuscinetti montati sulle seghe a nastro nella loro linea di produzione automatizzata. Questi cedimenti causavano interruzioni frequenti, richiedendo la sostituzione dei cuscinetti e causando danni alle lame delle seghe. NSK è intervenuta per risolvere questo problema, raccomandando cuscinetti radiali rigidi a sfere con tenute DDU ad alte prestazioni, che offrono protezione contro le contaminazioni e una migliore ritenzione del lubrificante. Grazie a queste soluzioni, la durata dei cuscinetti è notevolmente migliorata, con sostituzioni necessarie solo ogni 3-4 mesi anziché ogni giorno. Questo ha portato a risparmi annuali di €648.880 in termini di riduzione delle interruzioni nella produzione, manutenzione, cuscinetti di ricambio e lame danneggiate.
■NKE Cuscinetti per l’energia eolica
NKE Austria presenta una vasta gamma di cuscinetti destinati a impianti eolici. Tra questi, figurano cuscinetti a rulli cilindrici, cuscinetti a rulli conici, cuscinetti orientabili a rulli e altri tipi specializzati. In collaborazione con Kugler Bimetal, NKE amplia il suo portafoglio per il mercato eolico, offrendo soluzioni di alta qualità per riduttori e generatori di turbine eoliche. Gli oltre
20 anni di esperienza di NKE nel settore eolico si traducono in cuscinetti affidabili ed efficienti, impiegati in migliaia di turbine eoliche in Europa, Stati Uniti e Cina. Tra le applicazioni chiave, rientrano i cuscinetti utilizzati nei riduttori delle turbine eoliche Envision, inclusi quelli sviluppati

TEL 6 e TEL 6WI sono serie di convertitori isolati da 6 watt in custodia DIP16 ultracompatta. La loro densità di potenza, a 1,6 W/cm3, è quasi il doppio dei convertitori da 6 watt in custodia DIP-24. Con ampia gamma di tensioni d'ingresso (2:1 per TEL 6 e 4:1 per TEL 6WI), offrono flessibilità per diverse esigenze di tensione. L'efficienza eccezionale, fino all'87%, consente l'operatività a temperature elevate. Conformi alle normative sulle emissioni, dotati di protezione da cortocircuiti e sovraccarichi, sono ideali per applicazioni in spazi limitati nell'elettronica e nell'IT. Una soluzione economica, efficiente e affidabile con una garanzia di 3 anni. Inoltre, la loro compattezza e l'efficienza li rendono una scelta ideale per applicazioni sensibili allo spazio, come l'industria elettronica, l'IT e la strumentazione. La combinazione di alta densità di potenza, efficienza eccezionale e conformità alle normative le rende una soluzione versatile per progetti critici.

con tecnologia Power Density che ottimizza le prestazioni e l'efficienza energetica delle turbine. La sede centrale di Steyr è dotata di avanzate strutture di produzione e controllo qualità, garantendo cuscinetti conformi agli standard internazionali e alle specifiche dei clienti.
MANUTENZIONE & ASSET MANAGEMENT www.manutenzione-online.com - APRILE 2024
55

PRODOTTI DI MANUTENZIONE
■Analog Devices
Soluzione Ethernet a lungo raggio
Analog Devices presenta una soluzione Ethernet 10BASE-T1L completa progettata per le reti di building automation. Le apparecchiature di automazione digitali e connesse consentono una gestione totale degli edifici a partire da riscaldamento, ventilazione e condizionamento dell'aria fino al comfort occupazionale. ADIN2111 aggiunge la
■SDProget
connettività Ethernet a lungo raggio a controllori, sensori e attuatori, offrendo informazioni per una gestione degli edifici più efficiente e sostenibile. Idealmente adatto per l'uso all'interno di edge device piccoli e con potenza limitata, l'ADIN2111 fornisce fino al
Stazione di foratura e fresatura
DrillingTech è ora integrato direttamente in SPAC Automazione, il CAD professionale di SDProget per la progettazione elettrica nell'automazione industriale. Gli utenti possono generare schemi di foratura automaticamente o modificarli manualmente tramite SPAC Automazione e poi esportare i dati di foratura in Excel o i file di lavorazione per DrillingTech. Questa integrazione semplifica il processo di foratura, fresatura e rifinitura su lamiere di acciaio non legato e acciaio inox. Gli utenti possono personalizzare gli schemi di foratura o modificarli come necessario. Una volta completati, i dati possono essere esportati per l'elaborazione in DrillingTech. Questa soluzione si inserisce nell'ambito dell'Industria 4.0, migliorando la connettività tra progettazione e produzione.
■Parker Hannifin
Inverter predisposti per l'Ethernet
Parker Hannifin ha lanciato le serie di inverter AC15 e AC20, progettate per il mercato industriale di fascia media. Questi inverter offrono una vasta gamma di funzionalità senza il costo delle caratteristiche avanzate non sempre necessarie. Le serie includono un server web integrato, uno slot per schede SD, "Modalità Fire", due loop PID indipendenti e

50% di risparmio sul consumo di energia e fino al 75% di spazio in più sul PCB rispetto alle implementazioni discrete. Le caratteristiche diagnostiche avanzate riducono l’installazione, la messa in servizio e i tempi di inattività del sistema.
■Argos Rivestimento con rinforzi in ceramica

Il Gruppo Argos ST, con il suo stabilimento di Origgio (Varese), ha introdotto un rivestimento in Teflon® con rinforzi in ceramica per i carrelli trasbordatori utilizzati nella logistica. Questa soluzione innovativa affronta un problema comune nel settore, in cui le scatole di cartone possono rimanere bloccate sui carrelli a causa del loro peso e della durezza del materiale.
Spesso, per risolvere questo problema, vengono utilizzati nastri adesivi a basso attrito, ma questi possono presentare problemi di strappo e richiedere una manutenzione frequente. Il nuovo rivestimento in Teflon® con rinforzi in ceramica elimina l'attrito, migliorando l'efficienza e riducendo i costi operativi, garantendo al contempo una maggiore durata dei macchinari e una manutenzione semplificata.
funzioni di sequenziamento multistadio. Sono ideali per molteplici applicazioni, dalle pompe ai trasportatori alle linee di produzione multi-azionamento. La serie AC15 è compatta, con potenze da 0,37 kW a 30 kW e supporta vari tipi di motori. La serie AC20 offre funzionalità avanzate e copre la gamma da 1,5 kW a 180 kW, con connettività Ethernet/

IP e PROFINET IO standard, oltre a opzioni di espansione. Entrambe le serie sono programmate tramite il software intuitivo DSELite di Parker e supportano il monitoraggio in tempo reale tramite Ethernet.
MANUTENZIONE & ASSET MANAGEMENT www.manutenzione-online.com - APRILE 2024
57
Le competenze dell’ingegnere di manutenzione
La figura dell’ingegnere di manutenzione è profondamente cambiata assieme ai modelli produttivi e gestionali che negli ultimi decenni hanno riguardato sia il settore industriale sia il settore dei servizi: in questo articolo daremo una sintetica descrizione di questa evoluzione e di quali competenze sia oggi necessario possedere per svolgere al meglio questa attività
L’evoluzione nel tempo
Fino agli anni 50/60 del secolo scorso la manutenzione è stata sostanzialmente di tipo correttivo. Nei contesti a forte impatto di capitale, come una catena di montaggio, oppure a forte rischio di danni per persone e cose, come nel settore oil & gas e aeronautico, il concetto di manutenzione inizia però ad assumere le caratteristiche di una disciplina autonoma e che richiede competenze specifiche. Ovviamente siamo ancora molto lontani da quello che oggi è un ingegnere di manutenzione. La redazione dei piani di manutenzione, al fine di ridurre al minimo il rischio di un fallimento anticipato e quindi inatteso di un macchinario, portano ad indirizzare una parte di ingegneri meccanici ed elettrici, tipicamente coinvolti nella progettazione dell’apparato, anche nello sviluppo e redazione della prima manualistica di manutenzione e dei primi piani di manutenzione. Avere le competenze per progettare un macchinario, un aereo, un treno o un ponte, sicuramente aiutano a poter prevedere o comprendere meglio i modi di fallimento dell’asset, ma in generale essere progettista non equivale ad essere de facto un buon
manutentore. Conoscere il comportamento a fatica di un componente o i criteri di dimensionamento di un cuscinetto o di una fune, non comportano automaticamente la capacità di sapere costruire il piano di manutenzione e di monitoraggio degli stessi. Oggi l’ingegneria di manutenzione è una parte essenziale dell’asset management. Diventa uno strumento fondamentale e insieme di conoscenze e competenze trasversali e strategiche per garantire non solo la funzionalità dell’asset nel tempo, ma anche il mantenimento del suo valore e la sua sicurezza nel tempo.
La ingegneria di manutenzione diventa quindi una disciplina autonoma e trasversale a tutti i settori industriali e non solo; diventa critica nel settore dei servizi, dal medicale ai trasporti, passando per i sistemi di distribuzione di energia e di accesso alla connettività dati e voce. In questo senso vuole dire che da un lato l’ingegneria di manutenzione dispone e richiede di metodi di analisi e strategie di progettazione propri, che possono essere applicati in settori totalmente diversi tra di loro e lontani dal tradizionale contesto industriale; dall’altro che questi meto-
di devono poi essere specificati per gli asset e processi a cui vanno applicati, declinati tramite un lavoro di squadra con chi progetta e con chi usa tali dispositivi.
Le interfacce e compiti dell’ingegnere della manutenzione
L’ingegnere di manutenzione deve saper fare gioco di squadra, avere capacità di indagine che chiamiamo predisposizione al problema solving e una buona dose di capacità di ascolto e di sana pazienza. L’ingegnere di manutenzione svolge un lavoro di squadra perché deve interagire con:
■ l’utilizzatore dell’asset, colui che utilizza il dispositivo, che di norma è stato realizzato da un soggetto terzo, per il quale è necessario avere accesso ai manuali d’uso, alla lista di errori e alla guida di uso in condizioni limitate / degradate del bene e ai manuali di emergenza;
■ il manutentore, che fisicamente mette mano al bene, per ripararlo o ispezionarlo, il quale dovrà avere a disposizione il piano di manutenzione, i manuali di manutenzione, la lista dei ricambi;
■ i fornitori dei ricambi, ai quali rende-
MANUTENZIONE & ASSET MANAGEMENT APRILE 2024 - www.manutenzione-online.com LA VOCE DEL CTS 58
A cura di Giuseppe Cavalleri, nominato Ingegnere di Manutenzione 2023

re disponibili le specifiche di fornitura attraverso i capitolati d’ordine;
■ la gestione del magazzino, la logistica e supply chain, per definire scorte e ratei di approvvigionamento sulla base dei parametri di performance, attesi o misurati (analisi dei guasti) degli asset e dei componenti sostituibili, critici o meno;
■ data analyst e data miner, per capire quali dati analizzare e quali algoritmi predittivi implementare, raccolti dalla telediagnostica e dal sistema di gestione della manutenzione CMMS e EAM software alla cui impostazione partecipa attivamente e con ruolo centrale l’ingegnere della manutenzione;
■ la Direzione Aziendale, per lo sviluppo delle strategie di manutenzione, della politica di manutenzione e del budget di manutenzione.
Per svolgere quanto detto sopra l’ingegnere di manutenzione deve conoscere e approfondire discipline e metodi quali:
■ l’analisi della disponibilità, affidabilità e manutenibilità (RAM) di sistemi complessi e della prognostica e gestione della salute (PHM) per la manutenzione predittiva e basata sulle condizioni reali dell’asset;
■ analisi della affidabilità, performance e manutenibilità, metodi RAMS e RCM;
■ problem solving, come metodo 8D, analisi FMEA, FMECA, diagrammi di Ichikawa e analisi di Pareto;
■ analisi dei guasti, metodologia FRACAS, route cause analysis (RCA), fault tree analysis (FTA);
■ metodi matematici e di analisi statistica quali: la simulazione Monte Carlo, per l’analisi della disponibilità dei sistemi, tecniche di regressione e classificazione per l’individuazione dei guasti fino alla classificazione e alla prognostica per la gestione della manutenzione basata sulla condizione, predittiva e prescrittiva; la regressione non lineare e l’analisi dei dati (Principal Component Analysis, Auto-Associative Kernel Regression, Artificial Neural Networks, Ensemble Systems, Deep Learning, Convolutional Neural Networks, Reservoir Computing, Particle Filtering), reti Bayesiane, variabili Fuzzy, catene di Markov, reti di Petri; Inoltre, lo sviluppo della connettività ha fatto sì che negli ultimi anni il volume di dati e informazioni raccolti dai dispositivi connessi (IoT) sia cresciuto in modo esponenziale e sono state sviluppate analisi più sofisticate e performanti per sfruttarne il contenuto. Ciò offre grandi opportunità per produzioni e prodotti ottimizzati, sicuri e affidabili, tra cui una manutenzione predittiva ottimale per una produzione a “zero difetti” con costi di magazzino ridotti e una migliore disponibilità dei sistemi, con “zero arresti imprevisti”.
Per cogliere queste opportunità, sono necessarie nuove capacità di:
■ analisi dei sistemi e competenze di data analytics e di data mining;
■ competenze metodologiche avanzate, le capacità analitiche e gli strumenti di calcolo necessari per
operare efficacemente nelle aree dell’affidabilità, della disponibilità, della manutenibilità, della diagnostica e della prognostica delle apparecchiature e dei sistemi industriali moderni;
■ tecniche e analisi avanzate per migliorare la sicurezza, aumentare l’efficienza, gestire l’invecchiamento e l’obsolescenza delle apparecchiature impostando strategie di manutenzione e gestione degli asset basate sulle condizioni, predittive e prescrittive.
La industria 5.0
Non abbiamo ancora metabolizzato il concetto di Industria 4.0, che di fatto stiamo già vivendo la industria 5.0, che possiamo chiamare la “fase disruptiva” rispetto alla precedente fase “predittiva e prescrittiva”, nella quale i cardini sono:
■ l’equilibrio e bilanciamento, tra vita, lavoro, società;
■ il fattore umano;
■ la sostenibilità;
■ la resilienza;
■ la società 5.0;
che porta con sé nuove tecnologie e modelli industriali che l’ingegnere di manutenzione dovrà conoscere e gestire, quali:
■ la realtà aumentata;
■ il metaverso;
■ il digital twin;
■ metodi di intelligenza artificiale;
■ sistemi automatici di decisione;
■ natural language processing maintenance.
In questo sistema diventa fondamentale anche lo studio degli HOF, human and organizational factors, per capire come ridurre i rischi agendo sul fattore umano. Nell’epoca della AI, il fattore umano diventa la componente e il valore essenziale e critico su cui agire per garantire sistemi sicuri e affidabili.
Possiamo in sintesi ritenere quindi che il presente e il futuro della ingegneria della manutenzione sarà sempre più multidisciplinare e interconnesso con altre discipline non strettamente ingegneristiche, ma anche delle scienze umane e sociali. □
MANUTENZIONE & ASSET MANAGEMENT www.manutenzione-online.com - APRILE 2024 LA VOCE DEL CTS 59
The skills of a Maintenance Engineer
The role of the maintenance engineer has undergone profound changes alongside the production and management models that have affected both the industrial and service sectors in recent decades. In this article, we will provide a concise description of this evolution and the competencies necessary today to excel in this field
Evolution over time
Until the 1950s/60s, Maintenance was primarily corrective in nature. However, in contexts with high capital impact, such as assembly lines, or high risk of damage to people and property, such as in the oil & gas and aerospace sectors, the concept of maintenance began to take on the characteristics of an autonomous discipline requiring specific skills.
Of course, we are still far from what a maintenance engineer is today. The development of maintenance plans, aimed at minimizing the risk of premature and unexpected failure of machinery, led to the involvement of mechanical and electrical engineers, typically engaged in plant design, also in the development and drafting of the initial maintenance manuals and plans. Having the skills to design machinery, aircraft, trains, or bridges certainly helps in predicting or better understanding asset failure modes, but being a designer does not necessarily equate to being a good maintainer.
Knowing the fatigue behavior of a component or the sizing criteria of a bearing or rope does not
automatically entail the ability to construct a maintenance plan and monitoring system for them. Today, maintenance engineering is an essential part of asset management. It becomes a fundamental tool and a combination of cross-cutting and strategic knowledge and skills to ensure not only the functionality of the asset over time but also the maintenance of its value and safety over time. Maintenance engineering thus becomes an autonomous discipline that spans across all industrial sectors and beyond; it becomes critical in the service sector, from medical to transportation, through energy distribution systems and access to data and voice connectivity. In this sense, maintenance engineering means, on the one hand, having and requiring analysis methods and design strategies of its own, which can be applied in completely different sectors from each other and far from the traditional industrial context; on the other hand, these methods must then be specified for the assets and processes to which they are applied, articulated through teamwork with those who design and
those who use such devices.
Interfaces and tasks of the maintenance engineer
A maintenance engineer must be a team player, possess investigative skills we call problem-solving aptitude, and have a good amount of listening ability and patience. The maintenance engineer works as a team player because they have to interact with:
■ the user of the asset, the one who uses the device, which is usually manufactured by a third party, for which access to user manuals, error lists, and usage guides under limited/degraded conditions of the asset and emergency manuals are necessary;
■ the maintainer, who physically works on the asset to repair or inspect it, who will need the maintenance plan, maintenance manuals, and spare parts list;
■ spare parts suppliers, to whom supply specifications must be made available through order specifications;
■ warehouse management, logistics, and supply chain, to define stocks and supply rates based on expected or measured perfor-
MANUTENZIONE & ASSET MANAGEMENT APRILE 2024 - www.manutenzione-online.com LA VOCE DEL CTS English
60
mance parameters (failure analysis) of assets and replaceable components, whether critical or not;
■ data analysts and data miners, to understand which data to analyze and which predictive algorithms to implement, collected from telediagnostics and the CMMS and EAM maintenance management system to which the maintenance engineer actively participates in setting up and plays a central role;
■ Corporate Management, for the development of maintenance strategies, maintenance policies, and maintenance budgets. To perform the above, the maintenance engineer must know and deepen disciplines and methods such as:
■ availability, reliability, and maintainability (RAM) analysis of complex systems and prognostic and health management (PHM) for predictive maintenance based on the real conditions of the asset;
■ reliability, performance, and maintainability analysis, RAMS and RCM methods;
■ problem-solving, such as the 8D method, FMEA analysis, FMECA, Ishikawa diagrams, and Pareto analysis;
■ failure analysis, FRACAS methodology, root cause analysis (RCA), fault tree analysis (FTA);
■ mathematical and statistical
analysis methods such as Monte Carlo simulation, for system availability analysis, regression and classification techniques for fault detection up to classification and prognosis for condition-based maintenance management, predictive, and prescriptive; nonlinear regression and data analysis (Principal Component Analysis, Auto-Associative Kernel Regression, Artificial Neural Networks, Ensemble Systems, Deep Learning, Convolutional Neural Networks, Reservoir Computing, Particle Filtering), Bayesian networks, Fuzzy variables, Markov chains, Petri nets.
Furthermore, the development of connectivity has resulted in the exponential growth of data and information collected from connected devices (IoT) in recent years, and more sophisticated and performant analyses have been developed to exploit their content. This offers great opportunities for optimized, safe, and reliable productions and products, including optimal predictive maintenance for “zero defects” production with reduced inventory costs and better system availability, with “zero unexpected shutdowns”.
To seize these opportunities, new capabilities are required:
■ systems analysis and data analytics and data mining skills;
■ advanced methodological skills, analytical capabilities, and com-
putational tools needed to operate effectively in the areas of reliability, availability, maintainability, diagnostics, and prognostics of modern industrial equipment and systems;
■ advanced techniques and analyses to improve safety, increase efficiency, manage equipment aging and obsolescence by setting condition-based, predictive, and prescriptive maintenance and asset management strategies.
Industry 5.0
We have not yet fully internalized the concept of Industry 4.0, but we are already experiencing Industry 5.0, which we can call the “disruptive phase” compared to the previous “predictive and prescriptive” phase, in which the cornerstones are:
■ balance and equilibrium, between life, work, society;
■ the human factor;
■ sustainability;
■ resilience;
■ society 5.0; which brings with it new technologies and industrial models that the maintenance engineer will need to know and manage, such as:
■ augmented reality;
■ the metaverse;
■ digital twin;
■ ar tificial intelligence methods;
■ automatic decision systems;
■ natural language processing maintenance.
In this system, the study of HOFs, human and organizational factors, also becomes fundamental to understand how to reduce risks by acting on the human factor. In the AI era, the human factor becomes the essential and critical component and value on which to act to ensure safe and reliable systems. In summary, we can therefore consider that the present and future of maintenance engineering will be increasingly multidisciplinary and interconnected with other disciplines not strictly engineering but also human and social sciences. □
MANUTENZIONE & ASSET MANAGEMENT www.manutenzione-online.com - APRILE 2024 61 LA VOCE DEL CTS English
MANUTENZIONE & TRASPORTI
Propulsione a gas naturale liquefatto (GNL):
come cambia la manutenzione dei veicoli pesanti
L’adozione del gas naturale liquefatto (GNL) come carburante per veicoli pesanti è in fase di transizione dallo stadio sperimentale a una prima diffusione sul mercato, con l’accento posto sull’autotrasporto e il trasporto pubblico locale, mentre settori come la raccolta rifiuti stanno ancora esplorando le possibilità

In questa fase di transizione ecologica, sono diversi i soggetti che guardano al gas naturale liquefatto (GNL) come alternativa sostenibile nella propulsione dei veicoli pesanti. Mentre la propulsione elettrica sta guadagnando terreno, il GNL offre un’importante alternativa sia in termini di efficienza che di riduzione delle emissioni inquinanti.
Lo stato dell’arte in Italia: tanti privati, poche flotte pubbliche Attualmente, l’applicazione della propulsione a gas naturale liquefatto sui veicoli pesanti in Italia si trova in una fase di transizione fra sperimentazione e prima diffusione sul mercato. Grazie agli investimenti effettuati nel periodo 2014-2020 nella realizzazione di infrastrutture per il trasporto, lo stoccaggio e il rifornimento lungo i corridoi europei della rete “core network”, si è registrato un buon target di penetrazione unicamente nell’autotrasporto.
Segue il trasporto pubblico locale, con investimenti che hanno visto la bolognese TPER da apripista: l’esperienza fin qui condotta attesta la validità di questo sistema di propulsione nel trasporto interurbano, grazie alle intrinseche qualità del metano mantenuto a temperature criogeniche. La presenza di un rifornimento interno, a sua
volta, ha condotto a una serie di adeguamenti delle strutture aziendali e dei processi di governo delle stesse che ha consentito all’azienda di diventare un riferimento primario (anche) in questo settore.
Negli altri servizi di pubblico interesse che richiedono l’uso di flotte, segnatamente la raccolta dei rifiuti, la sperimentazione è ancora in stato concettuale, con alcuni investimenti interessanti da parte di soggetti orientati alla sperimentazione come IREN Emilia.
Nuove competenze e nuove tecnologie per le officine
È essenziale, in questa fase, prepararsi adeguatamente per affrontare il cambiamento che l’introduzione della propulsione a gas naturale liquefatto comporterà nel settore dei veicoli pesanti: è importante, infatti, che le aziende che possiedono all’interno dei propri parchi flotte di veicoli alimentati con questo tipo di carburante adottino buone pratiche comuni per garantire la sicurezza e l’efficienza delle loro operazioni. A titolo di esempio, se per i tradizionali veicoli a metano compresso (CNG) la presenza di gas in atmosfera rappresenta un evento eccezionale, da trattare quale allarme, nei sistemi a GNL è esplicitamente
MANUTENZIONE & ASSET MANAGEMENT APRILE 2024 - www.manutenzione-online.com
62
Alessandro Sasso, Coordinatore Sezione Trasporti, A.I.MAN.

previsto uno sfogo periodico delle valvole a bassa pressione, con conseguente rilascio di gas nell’atmosfera: un veicolo di questo tipo non può evidentemente essere ricoverato al coperto nelle stesse aree degli altri, con evidenti vincoli anche rispetto al tempo di permanenza in officina.
Le operazioni di manutenzione stesse sono influenzate dalla presenza di una sezione a temperatura criogenica, così come la necessità di mantenere l’impianto “freddo” comportano tempi supplementari al termine di talune lavorazioni.
Un approccio consigliato è la definizione di un Sistema di Gestione della Sicurezza che riguardi tutti gli aspetti dell’esercizio: rimessaggio, rifornimento e manutenzione dei veicoli e degli impianti. Questo sistema dovrebbe includere l’analisi dei rischi, l’individuazione dei sottosistemi rilevanti per la sicurezza, la definizione dei processi operativi e, fondamentale, la gestione delle competenze del personale coinvolto.
L’Associazione Manutenzione Trasporti sta svolgendo, in questo contesto, un’attività di armonizzazione delle buone pratiche nel settore che mira a garantire un approccio comune alla sicurezza per tutti gli operatori coinvolti.
In definitiva, il passaggio verso veicoli pe -
santi alimentati a GNL rappresenta una sfida e un’opportunità per le realtà che, oltre ad utilizzare questi veicoli, ne curano altresì la manutenzione. □
MANUTENZIONE & ASSET MANAGEMENT www.manutenzione-online.com - APRILE 2024 MANUTENZIONE & TRASPORTI
63
Manutenzione Preventiva Attiva
La Manutenzione Preventiva Attiva (MPA) si distingue dalla Manutenzione Predittiva per il suo approccio proattivo volto a eliminare completamente i guasti, garantendo maggiore affidabilità delle attrezzature e riducendo i costi operativi: questo obiettivo viene raggiunto attraverso la standardizzazione delle procedure, l’analisi dei dati storici e l’impiego di tecnologie innovative
 Maurizio Cattaneo Amministratore, Global Service & Maintenance
Maurizio Cattaneo Amministratore, Global Service & Maintenance
La Manutenzione Preventiva Attiva (MPA) è un approccio alla gestione degli asset che si distingue dalla Manutenzione Predittiva. L’obiettivo della MPA è eliminare completamente i guasti, mentre la Manutenzione Predittiva si limita a monitorare e controllare le attrezzature per prevenirli. Questo approccio proattivo offre numerosi vantaggi. Oltre ad eliminare i guasti porta ad una maggiore affidabilità delle attrezzature, ad una migliore sicurezza sul lavoro e porta a ridurre i costi operativi complessivi incluso il risparmio energetico.
L’obiettivo finale della MPA è eliminare o ridurre significativamente i guasti dei sistemi. In questo si differenzia dalla Manutenzione Preventiva Passiva (MPP), che include le politiche “statistiche”, “su condizione” e “predittiva”. Pur avendo uno scopo simile, la MPP si limita a una diagnosi precoce. Mira a ridurre la probabilità di guasti imprevisti degli impianti o delle macchine. Le manutenzioni avvengono poco prima del guasto, in momenti non critici per la produzione o la qualità. Si tratta quindi di una manutenzione “opportunistica”, che, sebbene migliore rispetto alle politiche di prevenzione del passato, è limitata dal concetto di essere tempestiva ma non risolutiva come la MPA.
La Manutenzione Preventiva Attiva prevede un approccio proattivo per identificare e risolvere i problemi, prima che si verifichino i guasti. Ciò include la manutenzione regolare, l’ispezione e il rinnovo delle parti critiche, nonché l’adozione di tecnologie innovative per il monitoraggio in tempo reale delle con-
dizioni delle apparecchiature.
In questo articolo, esploreremo come implementare efficacemente la MPA per eliminare completamente i guasti.
Il primo passo nell’implementazione della MPA, come anche per la MPP, è analizzare i dati storici relativi a guasti e manutenzioni precedenti. Questo include la raccolta di informazioni sulle prestazioni dell’attrezzatura, sui tempi di fermo, sui guasti ricorrenti e sulle cause radice dei problemi. Utilizzando questi dati, le organizzazioni possono identificare le tendenze e i modelli che potrebbero indicare problemi futuri.
Ma come riesce la MPA a eliminare definitivamente i guasti?
Le azioni si sviluppano su diversi fronti. La manutenzione migliorativa è utile per progettare le modifiche necessarie ad eliminare le cause di guasto, ma in alcuni casi è sufficiente una attenta standardizzazione del “terreno” su cui lavora il sistema. Anzi quest’ultima azione è sempre indispensabile sia perché molto spesso a costo zero, sia perché potrebbe a sua volta eliminare le esigenze di un più costoso intervento migliorativo.
La standardizzazione del “terreno” è facilitata se si impiegano procedure standardizzate per le attività di manutenzione e riparazione, con una definizione di specifiche tecniche precise per componenti e materiali. Infine, occorre applicare sistemi di controllo qualità per monitorare nel tempo l’aderenza agli standard. Il tutto supportato da una adeguata preparazione formativa dei manutentori.
MANUTENZIONE & ASSET MANAGEMENT APRILE 2024 - www.manutenzione-online.com
APPUNTI DI MANUTENZIONE
64
La standardizzazione del “terreno” è fondamentale perché da un lato riduce la variabilità e avere un terreno di lavoro omogeneo rende i guasti meno probabili e più facili da diagnosticare. Poi, si migliora l’efficienza con una netta riduzione dei tempi di intervento e dei conseguenti costi di manutenzione anche per effetto di una maggiore conoscenza dei sistemi da mantenere. E infine, così facendo si facilità la comunicazione e il coordinamento tra diverse squadre e reparti coinvolti nella conduzione e nella manutenzione dei sistemi.
Per chi si accontenta, questo rappresenta già un passo avanti significativo verso l’eliminazione dei guasti.
Chi non si accontenta, invece, può procedere con la messa in atto di azioni migliorative, decisamente più impegnative e onerose della standardizzazione del “terreno”. Il primo passo per attivare azioni migliorative è una accurata analisi dei dati per identificare pattern e correlazioni che ad un primo esame superficiale basato solo sulle cause di fermata può sfuggire. L’analisi può essere effettuata con metodi induttivi manuali, oppure con il supporto di sistemi esperti.
Rimanendo nell’ambito dei metodi manuali noi utilizziamo nel nostro sistema informativo di manutenzione Gsm.NET tre diversi approcci di complessità e di impegno crescenti: il metodo dei cinque perché, i cosiddetti 5W + 1H, ampiamente utilizzati nel WCM, e l’analisi causa-effetto detta anche di Ishikawa. Non approfondiremo metodi ancora più spinti usati principalmente nelle metodologie legate alla RCM e ai sistemi per i quali si rivela particolarmente adatta.
Con gli strumenti di analisi citati si può facilmente arrivare a dimensionare diverse azioni migliorative per scegliere quella con il rapporto costi-benefici più favorevole (prevenzione primaria).
Nel caso non sia possibile individuare azioni migliorative che eliminano le cause di guasto, rimanendo all’interno delle cartelle di analisi, si ha la possibilità di attivare uno o più elementi di piano volti a predisporre interventi di manutenzione predittiva o su condizione per monitorare i fenomeni (prevenzione secondaria).
Nel caso più sfortunato l’analisi non porti ad individuare né azioni migliorative né azioni di verifica e controllo, nell’ambito dei lavori programmati si possono attivare delle procedure che consentano di rispon-

dere il più velocemente possibile alle derive di guasto minimizzando il danno (prevenzione terziaria).
Questi approcci non sono nuovi e affondano le radici nei metodi messi a punto negli anni ‘80, durante il periodo d’oro della manutenzione, quando le aziende più all’avanguardia hanno richiesto approcci nuovi alla manutenzione per far fronte ai loro fabbisogni. All’epoca però le possibilità per attuare tali pratiche erano assai modeste sia sul piano della strumentazione disponibile sia sul piano dei cd sistemi esperti, oggi tutto è cambiato e siamo pronti per raggiungere l’obiettivo zero fermate zero difetti zero infortuni anche nelle fabbriche manifatturiere minori. Le tecnologie emergenti, inoltre, sono di grande aiuto e miglioreranno enormemente nei prossimi anni le capacità della MPA. Ci riferiamo all’Internet delle Cose (IoT), come sensori intelligenti e sistemi di monitoraggio in tempo reale, all’intelligenza artificiale (AI), per l’analisi predittiva dei dati, e all’apprendimento automatico (ML), per l’ottimizzazione degli interventi di manutenzione. Queste tecnologie permetteranno di eseguire analisi sempre più sofisticate, identificando potenziali guasti prima che si verifichino e consentendo interventi di manutenzione mirati alla loro eliminazione. Eliminare completamente i guasti attraverso la Manutenzione Preventiva Attiva è un obiettivo sfidante ma raggiungibile. Richiede un approccio metodico alla manutenzione e un forte impegno aziendale verso la cultura della manutenzione e della prevenzione. □
MANUTENZIONE & ASSET MANAGEMENT www.manutenzione-online.com - APRILE 2024 APPUNTI DI MANUTENZIONE 65
Active Preventive Maintenance
Active Preventive Maintenance (APM) differs from Predictive Maintenance due to its proactive approach aimed at completely eliminating failures, ensuring greater equipment reliability, and reducing operational costs: this objective is achieved through the standardization of procedures, analysis of historical data, and the use of innovative technologies
Maurizio Cattaneo Amministratore, Global Service & Maintenance
Active Preventive Maintenance (APM) is an approach to asset management that stands out from Predictive Maintenance.
The goal of APM is to completely eliminate failures, while Predictive Maintenance merely monitors and controls equipment to prevent them.
This proactive approach offers numerous benefits. Besides eliminating failures, it leads to greater equipment reliability, improved workplace safety, and a reduction in overall operating costs, including energy savings.
The ultimate goal of APM is to eliminate or significantly reduce system failures.
In this, it differs from Passive Preventive Maintenance (PPM), which includes “statistical,” “condition-based,” and “predictive” policies.
Although aiming for a similar purpose, PPM is limited to early diagnosis. It aims to reduce the likelihood of unexpected equipment or machinery failures. Maintenance occurs just before a failure at non-critical times for production or quality. Thus, it is a kind of “opportunistic” maintenance, which, although better than past prevention policies, is limited by the concept of being timely but not as conclusive as APM.
Active Preventive Maintenance involves a proactive approach to identify and solve problems before failures occur. This includes regular maintenance, inspection, and renewal of critical parts, as well as the adoption of innovative technologies for real-time monitoring of equipment conditions.
This article will explore how to effectively implement APM to completely eliminate failures.
The first step in implementing APM, as with PPM, is to analyze historical data on previous failures and maintenance. This includes collecting information on equipment performance, downtime, recurring failures, and the root causes of problems. Using this data, organizations can identify trends and patterns that might indicate future issues.
But how does APM manage to definitively eliminate failures?
Actions are developed on several fronts. Improvement maintenance is useful for designing necessary changes to eliminate failure causes, but in some cases, careful standardization of the “ground” on which the system operates is sufficient. Indeed, this latter action is always essential both because it often comes at no cost and because it could itself eliminate the need for a more expensive improvement intervention.
Standardization of the “ground” is facilitated if standardized procedures for maintenance and repair activities are employed, with a definition of precise technical specifications for components and materials. Finally, quality control systems are necessary to monitor adherence to standards over time, all supported by adequate training for maintenance personnel.
Standardizing the “ground” is fundamental because it reduces variability, and
APPUNTI DI MANUTENZIONE English MANUTENZIONE & ASSET MANAGEMENT APRILE 2024 - www.manutenzione-online.com
66
having a homogeneous work environment makes failures less likely and easier to diagnose. It also improves efficiency by significantly reducing intervention times and maintenance costs, partly due to a greater understanding of the systems to be maintained. And finally, it facilitates communication and coordination between different teams and departments involved in the operation and maintenance of the systems.
For those who are satisfied, this already represents a significant step forward in eliminating failures.
Those who are not satisfied can proceed with significantly more challenging and costly improvement actions than standardizing the “ground.”
The first step to initiate improvement actions is an accurate data analysis to identify patterns and correlations that might be missed at a superficial examination based only on the causes of downtime. The analysis can be carried out using manual inductive methods or with the support of expert systems.
Within the scope of manual methods, in our maintenance information system Gsm.NET, we use three different approaches of increasing complexity and effort: the five whys method, the so-called 5W + 1H widely used in WCM, and the cause-andeffect analysis, also known as Ishikawa. We will not delve into more advanced methods mainly used in methodologies related to RCM and systems for which it is particularly suited.
With the mentioned analysis tools, it is possible to easily size different improvement actions to choose the one with the most favorable cost-benefit ratio (primary prevention).
If it is not possible to identify improvement actions that eliminate the causes of failure within the analysis folders, it is possible to activate one or more plan elements to prepare for predictive or condition-based maintenance interventions to monitor phenomena (secondary prevention).
In the most unfortunate case where the analysis does not lead to identifying either improvement actions or verification and control actions within the planned works, procedures can be activated that allow responding as quickly as possible to failure trends, minimizing damage (tertiary prevention).

These approaches are not new and have their roots in methods developed in the 1980s during the golden age of maintenance when leading-edge companies demanded new approaches to maintenance to meet their needs.
However, back then, the possibilities for implementing such practices were quite modest, both in terms of available instrumentation and so-called expert systems. Today, everything has changed, and we are ready to achieve the goal of zero downtime, zero defects, zero accidents, even in smaller manufacturing plants.
Furthermore, emerging technologies are of great help and will greatly improve the capabilities of APM in the coming years. We refer to the Internet of Things (IoT), such as intelligent sensors and real-time monitoring systems, artificial intelligence (AI) for predictive data analysis, and machine learning (ML) for optimizing maintenance interventions.
These technologies will allow for increasingly sophisticated analyses, identifying potential failures before they occur, and enabling targeted maintenance interventions for their elimination.
Completely eliminating failures through Active Preventive Maintenance is a challenging but achievable goal. It requires a methodical approach to maintenance and a strong corporate commitment to a culture of maintenance and prevention. □
APPUNTI DI MANUTENZIONE English MANUTENZIONE & ASSET MANAGEMENT www.manutenzione-online.com - APRILE 2024
67


INDUSTRY WORLD
Manutan presenta il nuovo marchio Manutan EXPERT
Manutan introduce il suo nuovo marchio, Manutan EXPERT - Selected with Love, offrendo prodotti di alta qualità e a basso impatto ambientale a prezzi accessibili, con una garanzia di dieci anni. Questa iniziativa nasce da approfonditi sondaggi condotti con i clienti, riflettendo l'impegno di Manutan nel fornire prodotti attentamente selezionati per soddisfare le esigenze professionali. Il marchio si concentra su tre pilastri: prioritaria la qualità, assicurare la disponibilità e offrire prezzi competitivi. Con un forte focus sull'ecosostenibilità e sulla garanzia a lungo termine, Manutan EXPERT si allinea alla missione aziendale di fornire soluzioni di alta qualità, attualmente offrendo oltre 6.500 prodotti adatti a varie esigenze lavorative in Italia.
Schaeffler rivela i progressi della sostenibilità
Schaeffler pubblica il suo Report di Sostenibilità 2023, evidenziando i successi e gli impegni dell'azienda nella sostenibilità. La strategia di sostenibilità di Schaeffler si basa su dieci aree operative lungo le dimensioni ESG, con un focus sulla decarbonizzazione, lo sviluppo prodotto sostenibile e la responsabilità sociale e corporate governance. L'azienda si impegna per la neutralità climatica e investe in partnership con i fornitori per una supply chain neutrale dal punto di vista climatico entro il 2040. Schaeffler continua a migliorare l'efficienza energetica e ad ottimizzare l'attrito nei prodotti per ridurre le emissioni di CO2. Inoltre, l'azienda promuove la formazione continua e il rispetto dei diritti umani come parte integrante della sua cultura aziendale.
Una mostra interattiva sull'idrogeno
Parker Hannifin parteciperà all'Hydrogen + Fuel Cells EUROPE 2024 presso HANNOVER MESSE, in Germania, per presentare la sua ampia gamma di soluzioni per l'intera catena del valore dell'idrogeno. Gli esperti di Parker dimostreranno i nuovi prodotti in grado di offrire idrogeno di alta qualità e collegamenti senza perdite presso il padiglione 13, stand C55, dal 22 al 26 aprile. La mostra includerà sviluppi tecnologici relativi alle celle a combustibile a idrogeno, con particolare attenzione alla purificazione dell'idrogeno e a soluzioni di umidificazione per veicoli elettrici. Inoltre, il Market Developer Manager di Parker, Marc van Deth, terrà una presentazione sulle soluzioni per la purificazione dell'idrogeno al Technical Forum il 23 aprile.
Una nomina a supporto della transizione energetic
Robert Wells, ex CEO delle attività di Aggreko in Africa, Medio Oriente e Asia Pacifico, è stato nominato Presidente europeo dell'azienda, mantenendo la responsabilità degli eventi globali. L'obiettivo di Wells è introdurre il quadro "Energising Change" in Europa per consentire ai clienti di accedere a tecnologie più ecologiche e sostenere il processo di decarbonizzazione. Questo quadro, già implementato a livello globale, mira a incorporare tecnologie a basse emissioni di carbonio e modalità di lavoro più efficienti. Gli investimenti chiave includono l'espansione della flotta di soluzioni di accumulo di energia a batteria (BESS) e altri aggiornamenti ecologici. Aggreko utilizzerà questi investimenti per sostenere la decarbonizzazione in settori chiave come produzione, eventi, costruzioni e data center. Energising Change si concentra anche sull'efficienza energetica e sull'adozione di soluzioni temporanee.


www.manutenzione-online.com - APRILE 2024 MANUTENZIONE & ASSET MANAGEMENT
69
APRILE 2024 - www.manutenzione-online.com INDICE NEL PROSSIMO NUMERO MANUTENZIONE & TRASPORTI 70 MANUTENZIONE & ASSET MANAGEMENT AGGREKO 69 ANALOG DEVICES 57 ARGOS 57 COGNEX 55 CONRAD ELECTRONIC 4 EMERSON 49 GETECNO 53 GMC-INSTRUMENTS 53 HOERBIGER swing cover HYDAC 14, 53 MANUTAN 69 MESSE FRANKFURT 68 NETSURF 53 NKE 55 NSK 55 PARKER HANNIFIN 20, 57, 69 PROMOBERG 56 SCHAEFFLER 69, 71 SDPROGET 57 SIVECO 48 SKF 2, 50 TEXPACK 52 TRACO ELECTRONIC 55 USAG 72 WIKA 54










We pioneer motion












OPTIME ridefinisce il concetto di condition monitoring
OPTIME è una soluzione IoT wireless che rende possibile in modo efficiente ed economico il condition monitoring delle unità ausiliarie in interi parchi macchine ed è così facile da installare che diverse centinaia di unità possono essere integrate in un giorno senza problemi. Sensori alimentati a batteria e connessi wireless al cloud Schaeffler rilevano vibrazioni e temperature per un monitoraggio automatico basato sui più avanzati algoritmi favorendo l‘analisi automatica dei dati, basata sull‘esperienza Schaeffler facilitando così il team di manutenzione nella programmazione degli interventi di manutenzione al momento giusto e in modo economico.
www.schaeffler.it

NON BESTEMMIARE
















IL PROFILO ESCLUSIVO X-GRIP

Utensili per dadi e viti spanati.

Solo USAG può darti un pro lo che ti permette di svitare viti e dadi molto danneggiati. usag.it

ANCHE PER ESAGONI PERFETTI
Se lavori su una vite o un dado intatti, il pro lo X-Grip permette di trasmettere una coppia superiore rispetto ad un normale pro lo e senza alcun danneggiamento.
